-
TeamFDM.com is an UNOFFICIAL companion site for the DIY Voron 3D printer community. For official docs and final source of truth, visit the Official Voron Discord or the Voron Github
Printable Voron User Mods
Voron User Mods, or "UserMods", are a collection of community created and Team FDM curated modification for Voron Printers. All of these mods are available on the VoronUsers Github repo and unless otherwise specified follow the Voron communities GPL3.0 Licensing. Use any Mods at your own risk, if you make modification please share them on the VoronUsers repo.
Mod Authors: Have a Voron mod? Upload it at TeamFDM.com and let us know you're the author. We will ensure you can update and curate your files for more feedback! Please include tags for what Voron, or extruder your mod is compatible with.
660 files
-

BTT Kraken Plug-In-Cooler
Plug-In Cooling Duct for Bigtreetech Kraken
Due to space constraints, I need a blower unit that mounts from the clamping side. There are some nice models available, but unfortunately, they're always mounted from the other side. Here's my version. I've also omitted any screws; only the 5015 blower unit is attached with two M4x18 Or M4x20 screws.
Happy printing 🙂
12 downloads
(0 reviews)0 comments
Submitted
-
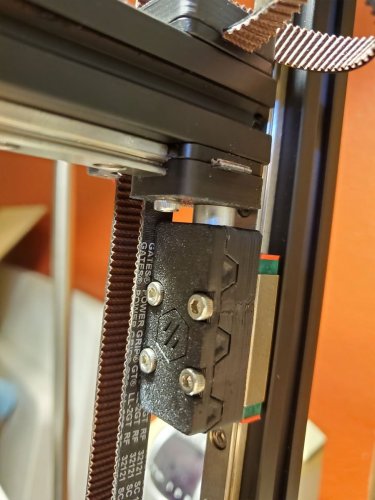
RaspberryPi Vertically Mount
When space gets tight, parts need to be repositioned.
I'm upgrading my little Voron 2.4-250 from a 24V Octopus setup to a 55V Kraken setup. The larger components make the electronics compartment very cramped, and I have to reposition some parts. One of them is the Raspberry Pi. I now have to mount it vertically to save some space...
I'm using these old but small clips from the 2.4r1:
https://github.com/VoronDesign/Voron-2/blob/V2.4r1/STLs/VORON2.4/Electronics_Compartment/DIN_Brackets/rs25_psu_bracket_clip.stl
... and 2 M3x10 screws for the Clip
Happy printing 🙂
5 downloads
(0 reviews)0 comments
Updated
-
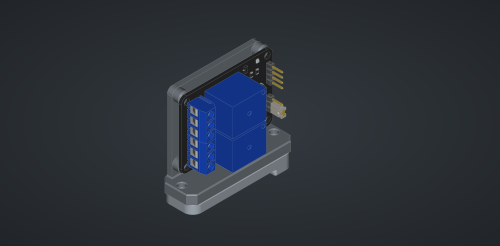
voron2.4 2 Relay Board DIN-Stand
When space gets tight, parts need to be repositioned.
I'm upgrading my little Voron 2.4-250 from a 24V Octopus setup to a 55V Kraken setup. The larger components make the electronics compartment very cramped, and I have to reposition some parts. One of them is the 2-relay board that turns the mainboard on and off. I now have to mount it vertically to save space...
I'm using these old but small clips from the 2.4r1:
https://github.com/VoronDesign/Voron-2/blob/V2.4r1/STLs/VORON2.4/Electronics_Compartment/DIN_Brackets/pcb_din_clip_x3.stl
Relais Board:
https://amzn.eu/d/37IFtSy
I used M2 screws for the PCB and Clip
Happy printing!
0 downloads
-
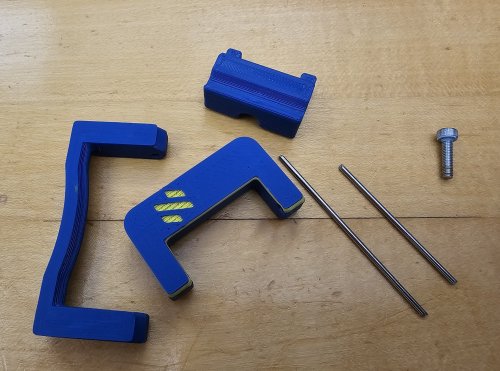
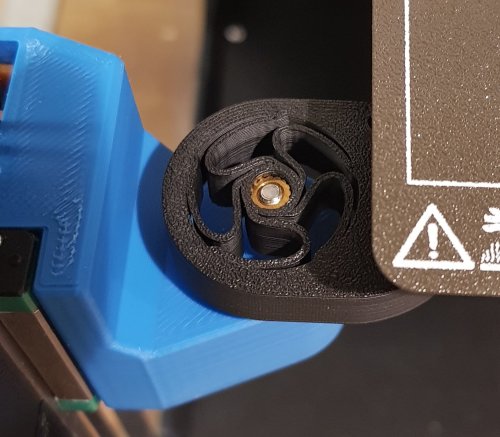
Voron PTFE Guide
There are already several models available, but none of them really appealed to me. For my version, i used two truss bearings to guarantee smooth and play-free operation.
BOM:
2x F695ZZ (5x13x4)
2x M3x20 Allen screws
2x Hammerhead nuts M3
1x M5x20 or M5x25
I drilled the M5 thread into the printed part.
Happy printing!
67 downloads
- ptfe
- ptfetubeguide
- (and 3 more)
(0 reviews)0 comments
Submitted
-
v2.4 2.4 Window Ventilation System
I wanted to be able to print ABS and ASA in my house without having to move my printer to a well ventilated area, so I started looking into ventilation options. I wasn't able to find anything that seemed to mount cleanly to my machine and look decent running to my window, so I designed this system for my printer.
BOM:
Parts to order 2.5" Hose Clamps x2 2.5" Flexible Dust Collector Hose (3ft in picture) x1 Weather Stripping (10ft in picture) M2 self-tapping screw Plastic Sheet (1.5mm-2mm) Parts to Print 60mm Fan to 2.5" Hose Adaptor x1 Hose Adaptor x1 Hose Adaptor Mount x1 One-way Valve x1 Left Link x1 Right Link x1 Center Link x? (You will need to measure your window for the proper number of links) Printing:
40% infill Supports needed 4 line walls Filament: Polymaker's Polylite ASA If you are using the stock Voron 2.4 exhaust system, you can attach the hose adaptor directly to the rear fan using the screws already holding the fan in place. All of the links snap very tightly together and may require pliers to fully seat the lock. You can also insert the one way valve into the hose adapter on the window side of the hose:
Then just attach all of the other pieces according to the images below:
Once you have everything hooked together your can wrap the window vent that is now sized for your window with the weather stripping to get a good seal on your window.
One note, I was printing several test versions of this before I got to a full system. There are couple links you will see in the center of my image that have a smaller lip on them. I just reused these from previous test pieces so I didn't waste more plastic. Your center links should be consistent all the way across the middle section of the window vent.
UPDATE:
3/9/2022 - Added a one-way valve to prevent outside air from causing a backdraft into your printer when your exhaust fan is disabled. This has made a significant impact on reducing plastic fumes in my house. After adding this, I can't smell any plastic unless the doors on the printer are open.
VORON2 v2.4 - 2.5 Vaccume exhaust adapter v4.f3d
Window Vent v29.f3d
2,633 downloads
-
Parametric Panel Latch for 2020 extrusions and Voron using Steel Spring Wire
Details can be found at Parametric Panel Latch for 2020 extrusions and Voron using Steel Spring Wire
14 downloads
(0 reviews)0 comments
Submitted
-
Voron multi filament inlet for Creality Space Pi x4
Made this to use with a Voron 2.4 and a Creality Space Pi x4. Allows for all 4 spools to be fed to the printer and selecting which one goes to the print head. Magnets hold the pieces in position. Goes where the filter or previous port for a single bowden was.
Requires 10 each 5x2 magnets, 5 PC4-M10 fittings and 2- 3mm threaded inserts.
Magnets were press fit, glue may not be needed. Make sure they are oriented correctly!
Printed in ABS. Supports were used but may not be needed, depends on your printer.
6 downloads
(0 reviews)0 comments
Submitted
-
Voron Trident GE5C Bearing Alternative - Flexure
This mod replaces the GE5C spherical bearings used in a Voron Trident with printed flexures. After having issues with excessive vertical play while using low-cost spherical bearings, I developed these as a more reliable option.
Each Z-carriage uses a Voron standard heat-set insert and an M3x16 BHCS installed from below.
Before putting these flexures into service, I ran a 2 hour test cycling each Z-motor at 50mm/sec in a heated chamber (nearly 14,000 moves).
This design is not suggested for use with the Voron TAP as the flexures introduce probing inaccuracies due to the force of the nozzle pressing on the print bed.
63 downloads
-
Voron 0.2 bed spacer for Fysetc metal bed
The LDO bed spacers didn't fit the Fysetc metal bed so I made some. Enjoy!
6 downloads
(0 reviews)0 comments
Submitted
-
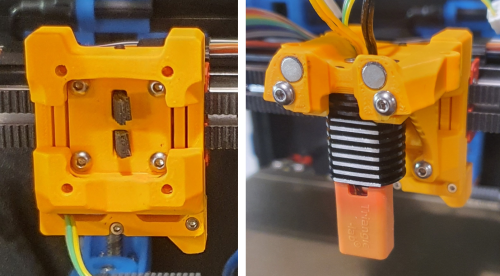
Mini Stealth DAB - Beta Release
This is a flexure based nozzle probing option for mounting the Mini Stealth toolhead in a Voron Trident or V2.4. It uses a simple linear compliant mechanism to provide ~0.5mm of Z travel while being quite rigid in the other axes. It weighs around 20g fully assembled with Z and X endstops. It should require the same Print_Start preparations as the Voron TAP to ensure a clean nozzle and accurate probing. While probing with a scale on top of the bed, it applys about 600g of force.
There are a few supports (shown in green) built in to make printing more reliable. After printing, the two inner sections will need to be gently, but firmly, pried apart from the two bridge sections while being careful not to plastically deform the flexures. There are four pockets for M3 square nuts to secure the Mini Stealth core piece using two M3x45 BHCS at the top and two M3x12 BHCS on the bottom.
There are several different rear boss pieces depending on where you have your X endstop mounted. This piece is secured with a pair of M2x10 self tapping screws.
Assembly:
After ensuring that the flexure moves freely, install one of the grub screws in the top and screw it in just enough to remove the looseness in the flexure. This provides a known lower limit of travel. Install the Z_Stop_Boss with two M2 x 10 screws from the front. Install the Z micro-switch with the red trigger on the left (viewed from the back). The wires can be fed to the front through the lower gap in the flexure. Install the other M3 grub screw on the bottom of the DAB_Z_Boss. Screw it in until you hear the micro-switch trigger and then turn it back out until the trigger releases. This makes the trigger travel distance less than 0.5mm. Mount the x-carriage to the MGN12C carriage with four M3x12 BHCS. There is room to pull the four belt ends through and trim them at the front face of the DAB.
Stealthburner Version:
This version of DAB is a drop-in replacement for the Stealthburner x-frame pieces. It uses slightly different hardware than the official Stealthburner assembly, as shown in the picture below.
Stealthburner on a Switchwire:
This version of DAB fits a Stealthburner onto a Switchwire. It is printed in two parts and assembled with three M2x10 self tapping screws.
Please leave comments, questions and feedback.
203 downloads
- voron
- stealthburner
- (and 4 more)
-
Wallmount for Voron 2.4
-------------English/Englisch-------------
Hey everyone! I whipped up this wall mount for my Voron 2.4 because I was tired of all the vibrations while printing. Plus, it keeps the printer from sliding around at high speeds. So far, it’s been awesome!
What It Does:
Flexible Use: You can mount it in any orientation. No need to mirror anything in your slicer – just print it 2x or more, depending on how many mounts you need. Cable Pass-Through: A lot of folks hide cables in the aluminum profiles, but that gets tricky when you want to screw something onto them. So, I added a cable slot to this mount – just run the cable through there. (You might need to re-crimp it, though.) Maybe for Other Printers: I made it for the Voron 2.4, but it could work with other printers using 2020 aluminum extrusion, like the Trident. Give it a shot and see! Testing Phase:
I’m currently testing it on my Voron 2.4, and it’s making a real difference. Less wobble, the printer stays put, and I think it’s even a bit quieter (since the vibrations go straight into the wall and get “swallowed” there).
Print Tips:
Filament: I printed mine in ASA (had some leftovers lying around). ABS or PETG should work fine too. PLA might do the job with a few extra wall loops. Layer Height: I went with 0.2 mm – works for me. Infill: I used 40%, but if your printer’s on the heavy side, maybe bump it up a bit. Supports: Shouldn’t need them, except maybe at the wall interface area. If so, just keep Supports on printbed only. The cable slot has some light bridging, but it’s no big deal – you can add support for better quality if you want, but it’s barely necessary. Assembly Tips:
After printing, grab 4 rotating T-nuts and 4 M3x10 screws per mount and slide them into the profile. For my setup, I placed the mounts on the left and right at the back, about 25 cm from the top of the printer. Tighten them up properly (with the 4 bolts), then mark the drill holes on the wall (use a center punch or hole marker). Drill the holes into the wall and add anchors. (Depending on your wall type, you might be able to screw straight in.) Thanks to the mount’s shape, you can easily get to all the holes and screws If you want, use the cable slot to run a cable through (like for build chamber lighting, for example).
-------------German/Deutsch-------------
Hi zusammen! Ich hab diese Wandhalterung für meinen Voron 2.4 gebastelt, weil ich die Schwingungen beim Drucken loswerden wollte. Außerdem hält sie den Drucker fest, damit er bei hohen Geschwindigkeiten nicht verrutscht. Bis jetzt echt top!
Was sie kann:
Flexibel einsetzbar: Du kannst die Halterung in jeder Orientierung verwenden. Es muss beim Druck also nichts gespiegelt werden. Einfach 2x oder öfter drucken, je nachdem wie viele Halter du benötigst. Kabeldurchlass: Viele Nutzer verstecken Kabel in den Aluminiumprofilen. Das Problem ist dann, dass die Kabel im Weg sind, wenn etwas an die Profile angeschraubt werden soll. Ich habe daher einen Kabeldurchlass mit in die Halterung eingefügt, damit man das Kabel dort einfach durchführen kann. (Möglicherweise muss man es jedoch neu Krimpen. Vielleicht auch für andere: Ich hab die Halterung primär für den Voron 2.4 erstellt, aber sie sollte theoretisch auch bei anderen Druckern mit 2020er Aluminiumprofilen funktionieren, z. B. dem Trident. Einfach mal ausprobieren! Testphase:
Ich teste sie gerade an meinem Voron 2.4, und sie macht echt einen Unterschied. Weniger Wackeln, Drucker bleibt stabil und meines Erachtens sogar etwas leiser (da die Schwingungen direkt in die Wand übertragen werden und dort “geschluckt” werden.
Druck-Tipps:
Filament: ich habe sie in ASA gedruckt (hatte noch ausreichend “Rest” da. ABS oder PETG sollten auch Funktionieren. PLA möglicherweise mit ein paar mehr Wandschleifen auch. Schichthöhe: 0,2 mm hab ich genommen Füllung: Ich habe 40% verwendet, aber bei schwereren Druckern vielleicht mehr reinpacken. Stützen: Sollten nicht notwendig sein (bis auf den Bereich des Wandinterfaces. Wenn, dann nur auf dem Druckbett. Der Kabelschlitz hat so kleines Bridging, dass es nicht notwendig ist. Für Bessere Qualität kann man es natürlich mit Support drucken, aber es sollte wie gesagt nur wenig support notwendig sein. Montage-Tipps:
Nach dem Druck dann einfach je Halter 4 rotierende Nutensteine (T-nuts) und 4 M3x10 Schrauben verwenden und in das Profil einführen. In meinem Fall habe ich die Halter links und rechts an der Rückseite positioniert, ca 25cm von der Oberkante des Druckers. Hier die Halter dann richtig Festschrauben (mit den 4 Bolzen) und die Bohrlöcher an die Wand übertragen (Körner oder Bohrloch-Marker) Die Löcher dann in die Wand Bohren und mit Dübeln versehen. (Je nachdem was für eine Wand ihr habt, könnt Ihr jedoch direkt reinschrauben) Durch die Form des Halters kommt man an alle Löcher / Schrauben bequem heran Wer will kann dann auch die Kabelführung verwenden um dort ein Kabel (zum Beispiel für die Beleuchtung des Bauraumes) hindurch zu führen.
40 downloads
(0 reviews)0 comments
Updated
-
BTT CB1 Heatsink 50mm Fan Mount
The fan cover is 50x50 and powered by 5 volts from the board itself. Mounting for standard fasteners, no need to look for anything. There is also a model with the fan positioned at an angle for more optimal purging, I think that the angle can be increased even more (now 5 degrees). There is also the same model for a 40x40 fan.
24 downloads
(0 reviews)0 comments
Submitted
-
Voron 2.4 A/B Motor Fan Mount
This simple mod will give you the ability to add 4010 or 4020 fans to your AB drive motors on your Voron 2.4
Additionally you can use generic 3950 NTC for temperature controlling the fans if you have enough pin on your controller board.
I've designed my own controller board and I considered 5 NTCs so I could easily adapt to this mod.
Why I made this mod?
Personally I like to keep my motors temperature around 55-60°C for this purpose I needed active cooling, Based on tests using a high speed fan at PWM around 50% is enough to keep my motors cool while keeping fan noise to minimum. So at maximum 50% pwm for fans they are silent enough not to hear them and sufficient enough to cool motors properly.
What you will need for each motor:
2 M3x5x4 Threaded instert
1 AB Drive Fan for Voron 2.4.step
2 screws are the height of your fan + 5mm extra (for 4010 fans 3x15mm, for 4020 3x25mm. Best use BHCS).
2 screw 5mm longer than your motor screw
File are super easy to print and super easy to adapt. You'll need one fan holder per motor and one NTC holder for each NTC. Print with default voron settings and no support.
Installation:
First put 2 inserts into their designated holes in motor holder in opposite diagonals (bigger holes).
Then remove 2 diagonals screws from your motor. Preferably the one that has no screws on top side and it's diagonal one.
Measure your motor screws with a ruler or caliper and use 5mm longer screws to attach motor holder to your motor.
Now you can use 2 screws 5mm longer than your fan height to attach your fan to motor fan holder using insert you added earlier
Optionally you use ziptie and heatsink compound to attach a NTC to the body of your motor for temperature control. 200x3mm ziptie must be sufficient for this purpose. "AB Motor Thermistors Holder.stl" are for holding thermistor in place.
Here is the klipper config for controlling each fan separately based on their temperature:
#-----A MOTOR FAN---# [temperature_fan motor_a] pin: PB10 sensor_type: Generic 3950 sensor_pin: PC3 kick_start_time: 0.5 off_below: 0.1 max_power: 0.5 min_speed: 0 shutdown_speed: 0 min_temp: 0 max_temp: 150 target_temp: 55 control: pid pid_kp: 1.0 pid_ki: 0.5 pid_kd: 2.0 #-----B MOTOR FAN---# [temperature_fan motor_b] pin: PB12 sensor_type: Generic 3950 sensor_pin: PC1 kick_start_time: 0.5 off_below: 0.1 max_power: 0.5 min_speed: 0 shutdown_speed: 0 min_temp: 0 max_temp: 150 target_temp: 55 control: pid pid_kp: 1.0 pid_ki: 0.5 pid_kd: 2.0
Don't forget to change Fan and NTC pins based on your own board.
If you want to use simple control without ntcs use this code instead:
[output_pin ab_fan] pin: PB1 pwm:true shutdown_value: 0 value:1.0 cycle_time: 0.01 kick_start_time: 0.5 Don't forget to change Fan pins based on your board.
Additionally if you want you can use only one ntc for one motor and control both fans based on NTC:
#-----AB MOTOR FAN---# [temperature_fan ab_motors] pin: PB10 sensor_type: Generic 3950 sensor_pin: PC3 kick_start_time: 0.5 off_below: 0.1 max_power: 0.5 min_speed: 0 shutdown_speed: 0 min_temp: 0 max_temp: 150 target_temp: 55 control: pid pid_kp: 1.0 pid_ki: 0.5 pid_kd: 2.0 Don't forget to change Fan and NTC pins based on your own board. if you are using
Feel free to express your opinion about this mod, edit it or use it however you want
145 downloads
(0 reviews)0 comments
Submitted
-
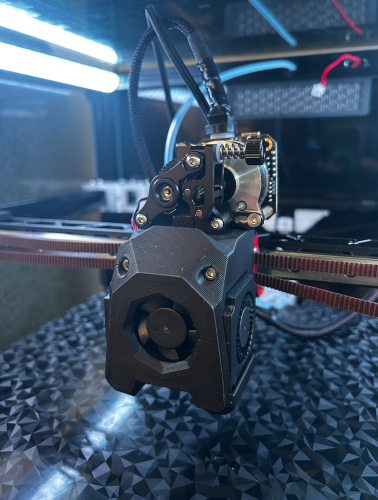
Printhead | + Rapido Hotend + vz hextrudort + EBB42 + Beacon (Right Angle)
A new version of my previous custom printhead -15% lighter.
63 downloads
(1 review)0 comments
Updated
-
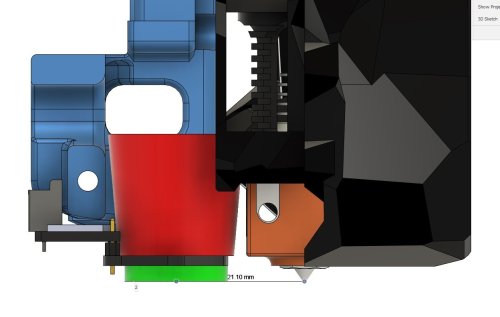
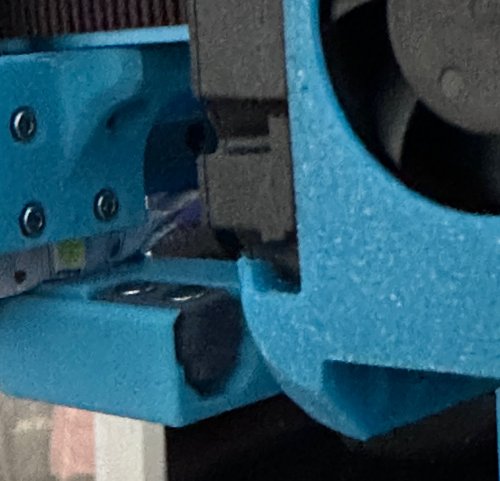
Beacon CW2 Stealthburner Alternative mounts
I've made some alternative beacon mounts for myself that i'll share
I wasn't happy with the original mount because as soon as the carriage got a bit melted the probe would start touching the heat block (see attached photo). I also believe because the probe is so close to the heater it causes the mount the deform.
I've made a mount that sits the probe back 2mm from the original but I have not tested this one, this brings me the other other mount I made.
The second mount is specific to a Dragon hotend that is rotated 180°. I did this to be able to see the nozzle better and it's now possible as there is no more probe in the way of achieving this. So far it's working well for me
I've printed my parts out of PCCF so if anyone can report their findings with an ABS mount that would be great but moving the probe should have done the trick.
The original beacon mount from annex can be found here if you were looking for that: https://github.com/Annex-Engineering/Annex-Engineering_User_Mods/tree/main/Printers/Non_Annex_Printers/VORON_Printers/VORON_V2dot4/annex_dev-stealthburner_beacon_x_carriage
2,981 downloads
- voron
- clockwork2
- (and 3 more)
-
Bowden tube guide + CANBUS Wire support PTFE Arm
V2- PTFE bowden tube guide and CANBUS wire support
I've made some adjustment after some feedback from the community.
Changes made over V1:
Added a option to have F695 bearings incorporated
Enlarged the tube opening
Added cable/zip tie openings
Added spot for 1mm piano wire if needed.
Recommended print settings:
Voron print settings (4 walls, 40% infill and 5 top and bottom layers)
Turn off thin walls
Bridge setting: keep only bridges (watch out for bridging for cable tie holes)
0.2mm layers and 0.2mm first layer
No need to adjust for ABS shrinkage
Required Hardware:
M3x8 Bolt and M3 T-nut
M5 bolt to suit option.
Optional M5 nut if you can fit it with the bearing option.
V1 - PTFE bowden tube guide and CANBUS wire support
This is can found inside the zip files and of the initial release
Required Hardware:
M3x8 Bolt and M3 T-nut
M5x10 Bolt or a M5x8/12
Optional 4mm drill bit for cleaning out bowden tube path
About
In my 350 build the PTFE tube kept getting caught so I made this arm to keep it up. The shorter arm works better so I recommend using it instead
The setup has also been used by a few user to support their CANBUS wires (zip tied to the reverse bowden)
Install
Drill out bowden guide with 4mm drill bit for a perfect fit (optional)
Bolt mount to rear frame with M3x8 and tnut putting the lip at the top
Screw arm on with M5x10 (I used a M5x8mm and it works fine) into the plastic allowing the arm to still be able to swivel
2,599 downloads
- canbus
- galvanicglaze
- (and 3 more)
-
Voron Trident F624ZZ Mod
Since I couldn't find any F695 where I live, I had to mod the gantry to support F624ZZ bearings instead
there are two major difference between F695 and F624 bearings but for mos parts they are identical in dimentions:
1- Inner hole of F695 is 5mm but inner hole of F624 is 4mm
2- Total width of F695 is 4mm but for F624 is 5mm
To fix these two differences we need to:
1- Use modified STLs provided with this mod
2- Use 4 M4x40 SHCS screws instead of 4 M5x40 SHCS in gantry
3- Use 4 M4x30 BHCS screw instead of 4 M5x30 BHCS in gantry
4- Use 8 M4 nut instead of 8 M5 nut in gantry
I've added small lips to prints themselves so you won't need any washer or shim for most parts, just in AB drive where four bearings are stacked on one screw between each set you'll need one or two M4 washer or shim...
I strongly suggest you use intended F695 bearings but if you are desperate like me, try this mod. I haven't had any problem with it so far. good luck
78 downloads
(0 reviews)0 comments
Submitted
-
ZeroClick side mount for Dragonburner cowl
This is a remix for those using the Dragonburner ZeroClick cowl.
I have found that the side mount in the ZeroClick repository was short by around 5mm. (The original ZeroClick design added the mount to the side of the mini-afterburner cowl) I just modified the existing probe in the ZeroClick repository (with the CAD from the repository) and lengthened it by 5mm. Tested on a Voron0.2, and can confirm it is working perfectly.
These are my probe macros (modified from the ZeroClick repo) for the V0.2
[gcode_macro ATTACH_PROBE] gcode: {% set F = 4000 %} SAVE_GCODE_STATE NAME=attach_probe_state G90 G0 Z40 G0 Y110 F{F} G0 X24 Y110 F{F} G0 X3 Y110 F{F} G0 Y110 F{F} G0 X30 F{F} G0 X60 Y60 F{F} RESTORE_GCODE_STATE NAME=attach_probe_state [gcode_macro DETACH_PROBE] gcode: {% set F = 4000 %} SAVE_GCODE_STATE NAME=detach_probe_state G90 G0 Z40 G0 Y110 F{F} G0 X24 Y110 F{F} G0 X3 Y110 F{F} G0 X3 F{F} G0 Y80 F{F} F{F} G0 X60 Y60 F{F} RESTORE_GCODE_STATE NAME=detach_probe_state
22 downloads
(0 reviews)0 comments
Updated
-
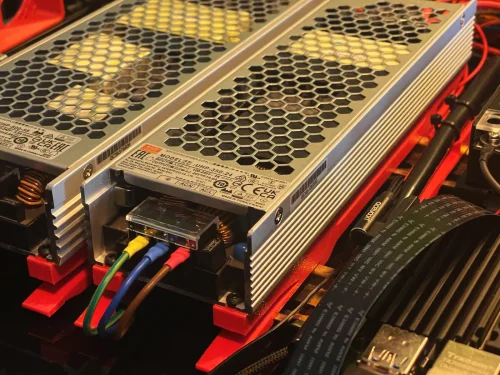
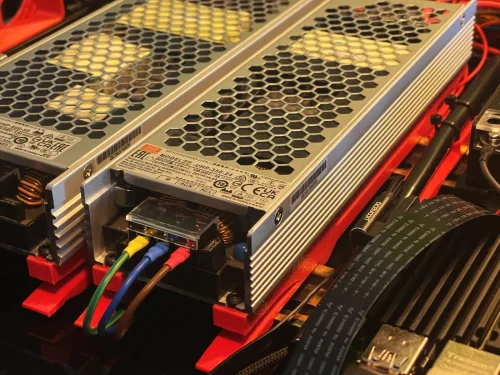
Mean Well UHP-500-XX PSU DIN Rail Mount
A DIN Rail Mount for a Mean Well UHP-500-XX Power Supply that attaches across two DIN Rails.
Print Instructions:
I've used the usual Voron 0.2mm Layer Height, 4x Perimeter, 5x Top / Bottom Layers, and 40% Infill Settings which should work for anything using Heat Set Inserts.
The Models come with in the Slicer added Mouse Ears to help with bed Adhesion - If you don't need them just remove the “Generic-Disk”
BOM ( for a Set of Two ) :
4x Voron Style M3x4mm Heat Set Inserts 8x M3x10mm Button Head Cap Screws 4x M3 Washers Assembly:
Install two M3x10mm Button Head Cap Screws with the M3 Washers ( marked in blue ) into the bottom of the Mounts acting as Reinforcements for the Hooks - The PSUs turned out to be surprisingly heavy and I didn't want to risk the weight of them pulling down on the Hooks causing the latter to become loose.
Install two Voron Style M3x4mm Heat Set Inserts ( marked in blue ).
The one behind the Securing Latch is a bit hard to get into - Use a longer M3 to help pull it in.
Attach the Mean Well UHP-500-XX Power Supply to the Mounts using the remaining M3x10mm Button Head Cap Screws.
Attach the Assembly to the DIN Rails with a sliding motion while pressing down at the end with the Securing Latches.
To remove the Assembly, pull the Latches slightly up followed by sliding it back out.
Word of Caution:
This Design requires the distance between the DIN-Rails to be of proper length!
Too far apart and the rear Hook will prevent the Locking Mechanism from properly seating onto the front Rail.
Too close together and the rear Hook might not catch.
As such perhaps consider using the Mounts themselves with setting up the required distance between the DIN-Rails.
20 downloads
(0 reviews)0 comments
Updated
-
Mean Well UHP-350-XX PSU DIN Rail Mount
A DIN Rail Mount for a Mean Well UHP-350-XX Power Supply that attaches across two DIN Rails.
Print Instructions:
I've used the usual Voron 0.2mm Layer Height, 4x Perimeter, 5x Top / Bottom Layers, and 40% Infill Settings which should work for anything using Heat Set Inserts.
The Models come with in the Slicer added Mouse Ears to help with bed Adhesion - If you don't need them just remove the “Generic-Disk”
BOM ( for a Set of Two ) :
4x Voron Style M3x4mm Heat Set Inserts 8x M3x10mm Button Head Cap Screws 4x M3 Washers Assembly:
Install two M3x10mm Button Head Cap Screws with the M3 Washers ( marked in blue ) into the bottom of the Mounts acting as Reinforcements for the Hooks - The PSUs turned out to be surprisingly heavy and I didn't want to risk the weight of them pulling down on the Hooks causing the latter to become loose.
Install two Voron Style M3x4mm Heat Set Inserts ( marked in blue ).
The one behind the Securing Latch is a bit hard to get into - Use a longer M3 to help pull it in.
Attach the Mean Well UHP-350-XX Power Supply to the Mounts using the remaining M3x10mm Button Head Cap Screws.
Attach the Assembly to the DIN Rails with a sliding motion while pressing down at the end with the Securing Latches.
To remove the Assembly, pull the Latches slightly up followed by sliding it back out.
Word of Caution:
This Design requires the distance between the DIN-Rails to be of proper length!
Too far apart and the rear Hook will prevent the Locking Mechanism from properly seating onto the front Rail.
Too close together and the rear Hook might not catch.
As such perhaps consider using the Mounts themselves with setting up the required distance between the DIN-Rails.
36 downloads
(0 reviews)0 comments
Updated
-
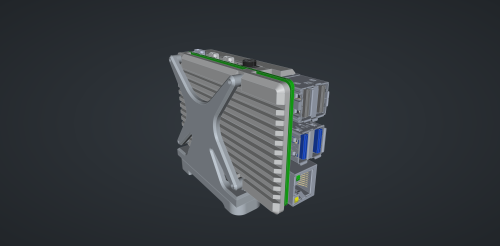
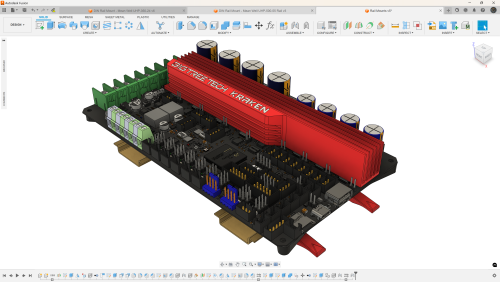
BigTreeTech KRAKEN DIN Rail Mount
A DIN Rail Mount for a BigTreeTech KRAKEN Controller Board that attaches across two DIN Rails.
Print Instructions:
The Board Mounting Part is a MultiColor Part for those that fancy it.
I've used the usual Voron 0.2mm Layer Height, 4x Perimeter, 5x Top / Bottom Layers, and 40% Infill Settings which should work for anything using Heat Set Inserts.
Some parts of the Model come with in the Slicer added Mouse Ears to help with bed Adhesion - If you don't need them just remove the “Generic-Disk”
BOM:
4x Voron Style M3x4mm Heat Set Inserts 4x M3x8mm Flat Hat Cap Screws 4x M3.5x8mm Self Tapping Button Head Screws Assembly:
Add 2x Voron Style M3x4mm Heat Set Inserts per Rail Mount ( marked in blue ).
Use 4x M3x8mm Flat Hat Cap Screws to attach the Board Mount to the Rail Mounts ( marked in blue ).
Use 4x M3.5x8mm Self Tapping Button Head Screws to secure the BTT KRAKEN to the Board Mount.
Attach the Assembly to the DIN Rails with a sliding motion while pressing down at the end with the Securing Latches ( BTT KRAKEN removed for better visibility ).
To remove the Assembly, pull the Latches slightly up followed by sliding it back out.
Word of Caution:
This Design requires the distance between the DIN-Rails to be of proper length!
Too far apart and the rear Hook will prevent the Locking Mechanism from properly seating onto the front Rail.
Too close together and the rear Hook might not catch.
As such perhaps consider using the Mounts themselves with setting up the required distance between the DIN-Rails.
56 downloads
- bigtreetech
- kraken
- (and 1 more)
(0 reviews)0 comments
Updated
-
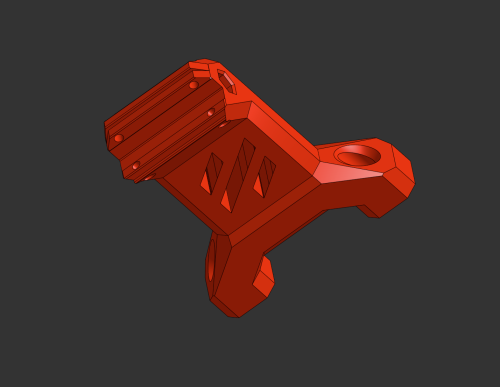
Voron 60mm Stepper FAN Mount
A Mount for installing a 5015 FAN ( like a SUNON MF50152V2-1000U-A99 ) with 40mm Hole Spacing to a 60mm Stepper Motor ( like the LDO-42STH60-3004MAC (S40) )
I tried using Double Sided Tapes and Magnets but neither of them were a reliable Solution so here's a Version that securely mounts it to the Stepper Motor without using the Stepper Motor Screws.
BOM ( for a Set of two ) :
8x M3x4mm Voron Style Heat Set Inserts
8x M3x20mm Button Head Cap Screws
4x M3x12mm Button Head Cap Screws
Print Instructions:
The Parts come as Multi Color Parts for those that fancy it.
I've used the usual Voron 0.2mm Layer Height, 4x Perimeter, 5x Top / Bottom Layers, and 40% Infill Settings which should work for anything using Heat Set Inserts.
Perhaps use a Brim for the Air Guides since they barely make any contact with the Bed.
Installation Instructions:
Install two M3x12mm Button Head Cap Screws that will hold the Mount to the Stepper into the Fan Mount - It helps doing this while the Stepper has not yet been installed to gauge how far the Screws will have to be threaded into the Mount.
Install the Voron Style M3x4mm Heat Set Inserts into both the Fan Mount and the Air Guides.
Use the Fan to Assemble the Air Guides and Fan Mount into a unit using M3x20mm Button Head Cap Screws - Be mindful of a suitable Fan Cable Orientation that works for your Setup.
Slide the Fan Mount onto the Stepper with the Screw closest to the Fan catching onto the Stepper Motors Bottom Plate first, then rotate the Mount so that the rear Screw will catch as well.
⚠ Caution ⚠:
This was tested with a Chaoticlab CNC Tap V2.0 and no MicroSwitch Endstop Mount attached to it! ( Sensorless Homing! )
This AddOn may not work with any X-Carriers having Parts occupying the space below the X-Axis Extrusion as the FANs now partially do!
34 downloads
(0 reviews)0 comments
Updated
-
Voron 2.4 Exhaust fan silencer
Attention to all Voron users, is there anyone here who wishes for a more silent fan for their exhaust system? Look no further, as we have the ideal answer integrated into all our Voron printers. It ensures the required airflow while notably decreasing the noise produced by the exhaust fan. This is an essential upgrade for individuals who utilize their printers in office environments.
If you like the work I do here at 3D Magic feel free to have a look at some of my other designs :
https://cults3d.com/en/users/ThreeDMagic/3d-models
Print settings:
Material ABS Layer Hight 0.2 or less Parimeters 3 Infill 20% (lines)
169 downloads
-
Voron 2.4 controller fan silencer
Attention all Voron users, who among you can attest to desiring a quieter fan for their controller cooling system?
Search no more, as we have the perfect solution implemented across all our Voron printers. It maintains the necessary airflow while significantly reducing the noise generated by the fans. This is a crucial addition for those who operate their printers in workspaces.
If you like the work I do here at 3D Magic feel free to have a look at some of my other designs :
https://cults3d.com/en/users/ThreeDMagic/3d-models
Print settings:
Material ABS Layer Hight 0.2 or less Parimeters 3 Infill 20% (lines)
90 downloads
(0 reviews)0 comments
Updated
-
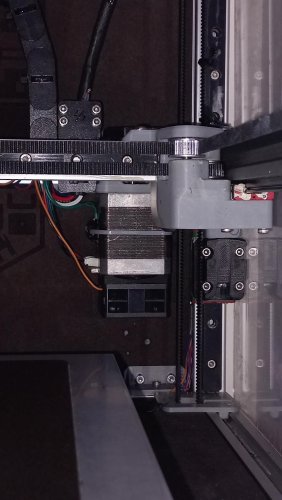
Voron2.4 GE5C Z Joint Remix
Update 6/29/2024: See comments - Thanks to Egorka555 (at Printables) for a fix to a problem with triggering the y-endstop when using these, since they have a lower profile than the stock joints. Egorka555 gave permission to add the fix to this design. To use the fix, just install it over the Z-joint which is used to actuate the Y-endstop (rear right). The files are named “y-stopper.stl" and ”y-stopper.step". Please see the pics on how to install the add on part, which will require longer M3 screws. There is currently no option for Hall effect endstops, only the mechanical switch endstops.
I'm mostly moved over to Printables now, so you can check there for updates as well.
This is a remix of Hartk1213's Voron2.4 GE5C Z Joint.
https://github.com/VoronDesign/VoronUsers/tree/master/printer_mods/hartk1213/Voron2.4_GE5C
Update 5/27/2023: Thanks to the comments and concerns regarding this from reddit, especially the strength of the split joint, I redesigned this so it should be stronger (certainly feels stronger). To strengthen the split part, I moved the split up towards the top (instead of along the center of the bearing. I suggest using some superglue and it should be very strong (I had to cut the bearing out of one).
Update 6/16/2023: After thinking about this a bit, I am not sure if this is an ideal solution since the joints need some x-y play in order to operate (think of it like a door swinging through it's arc, if you held the door at the door handle you would be pulled as it opened).
Update 8/11/2023: My first idea to make a remix was not very good, so I'm looking to see if I can make a Z joint that won't use the GE5C bearings at all. That idea may or may not ever see the light of day, so if you like the idea of the GE5C mod, then this model is an option.
The original design from Hartk1213 is great, and this is just a different take on it. The primary difference is that the bearing is moved up (higher than the MGN9 carriage), and back just a fraction of a mm (which would otherwise interfere with the carriage). The reason for moving it up and back was to keep it in alignment with the lower belt clip from Voron CAD file. With this design, I was also hoping to hold the bearing in place in all directions, and it seems to be very well held in the parts I printed (there is no play). But to allow for a printable part, I had to split the joint. The split is designed with a lot of surface area where glue can be applied, to better hold it together.
This design is an almost ground up remix, so some dimensions are changed from the original model. I used the STEP file from the Voron Github to assist with setting up the alignment of the parts.
There are two versions provided:
The basic version has no locking tabs and can be assembled using glue. This version is named “Voron_GE5C Z joint_REMIX-4H.stl”. The other version is designed with locking clips (this is the version I used). It is named “Voron_GE5C Z joint_REMIX-4H-CLIPS.stl”, and is also designed to be glued. I feel this version will be a bit stronger, since it has a mechanical connection as well. The clip version will need a bit of persuasion to snap together (I just gave it a good couple of hits on the desktop, but closing it in a vice may also work). If you don't have luck snapping it together, try the basic version. BOM (for each z-joint)
(1) M5x25mm BHCS (though other lengths will work with different spacers) (4) M3x16 SHCS to mount the joint to the Z-carriages (1) GE5C bearing (see note below about the cheap ones) (2-3) M5 1mm spacers (or washers if they are similar in size) Optionally you can use some M5 aluminum spacers instead of the washers, and different length M5 screws. In the parts pictured, I used M5x25mm screws, and some M5x8x5mm spacers (though I plan to swap them for M5x8x3mm spacers). Note that the number of spacers and length of screws will depend on the stack height of your lower belt clips + the thickness of the AB joints and the tensioners. So YMMV, and I recommend measuring your parts before deciding on a proper length of M5 screw, and how many spacers or washers will work in your particular application.
I recommend printing these in ABS with 100% infill and supports touching the build plate. You may be able to get away with no supports if you have your settings tuned and your printer can print bridges without issues. Additionally, (in Cura) I used Slicing Tolerance “Exclusive” and set the Wall Ordering to “Outside to Inside", which helps to produce parts which are closer to the designed size. It is a good idea to run a flow calibration and horizontal expansion calibration prior to printing these, which will also help if you find the parts do not fit the bearing well. The parts should be oriented as shown. After printing, poke out the single layer of bridge material in the mounting holes to clear them for the M3 screws.
The parts are not oriented for printing.
As pictured, I am using M5x25 BHCS, as well as a 5mm M5 spacer (which I plan to swap for a 3mm M5 spacer). I also ordered some IGUS GE5C bearings since I found that more than half the bearings in the pack of no-spec GE5C bearings I got from Ali, have very noticeable play. I found 4 that were OK enough to install, but they will be replaced with the IGUS bearings at some point (the IGUS bearings have zero noticeable play). You can also find ABEC-7 rated GE5C bearings a bit cheaper on West3d.com (but for the price difference I'd just get the IGUS bearings). I'm still in the process of building my Voron 2.4 R2, which is slow going since I keep finding things to make or remix for it (that is not a complaint :D). So I have not fully tested this, but I did re-align the gantry after installing these and found no issues with interference.
If you like this, please post a make over on Printables, which will get me a bit closer to my first spool of Prusament. Please also provide feedback which may help to improve the design if I have time to revisit it in the future. There is currently no hall effect (magnet) version of this model.
The STEP file is included for easy remixing.
You can see what other projects I have going on by checking out my blog here. I'm also documenting my Voron 2.4 R2 build here (but it's been a slow going process).
y-stoper.step y-stoper.stl
282 downloads





.thumb.jpg.2c879d60315f8d86612bb06a137c204a.jpg)



.thumb.png.d79cf784623134eccdc7f2a1d383206b.png)
.thumb.png.ccacec25ec2c6981985cafe50328c3e3.png)