Search the Community
Showing results for tags 'dragonhf'.
Found 3 results
-
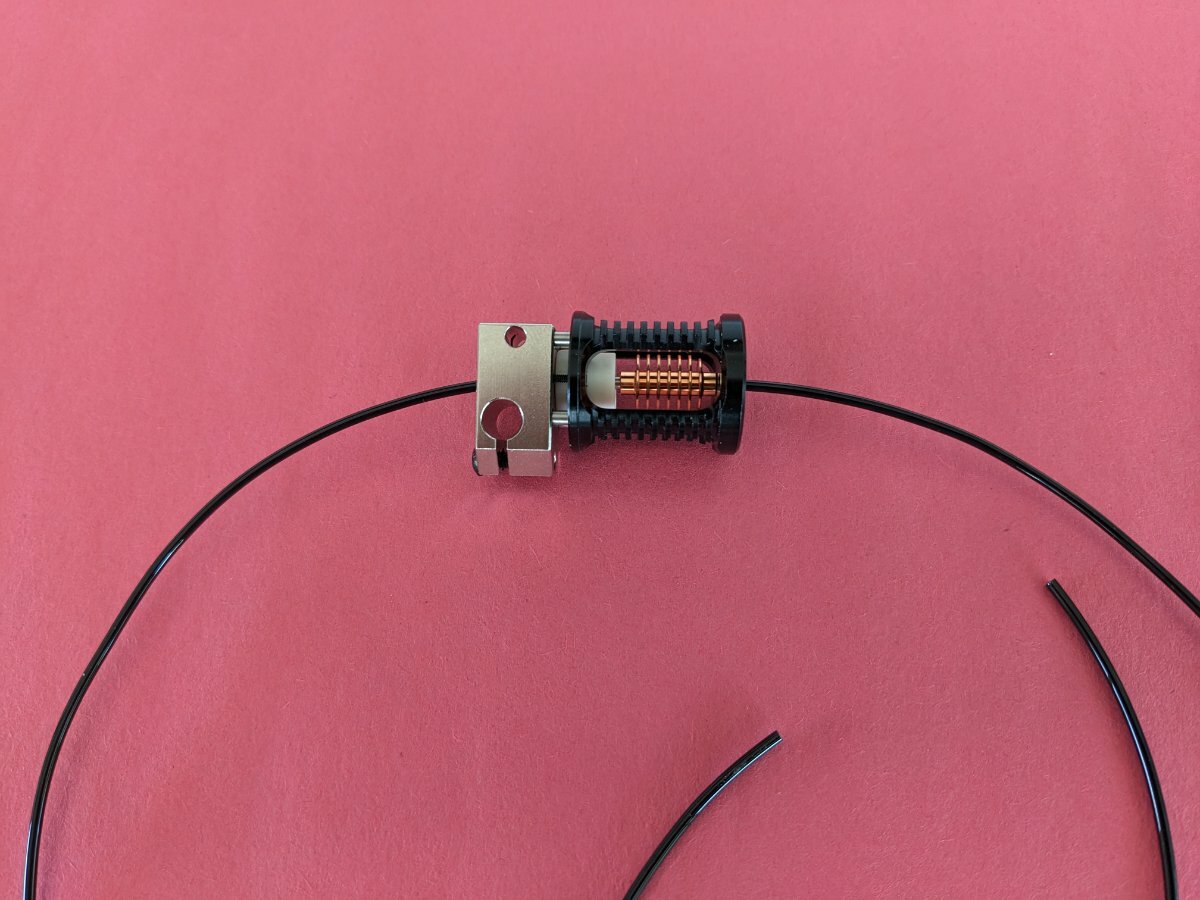
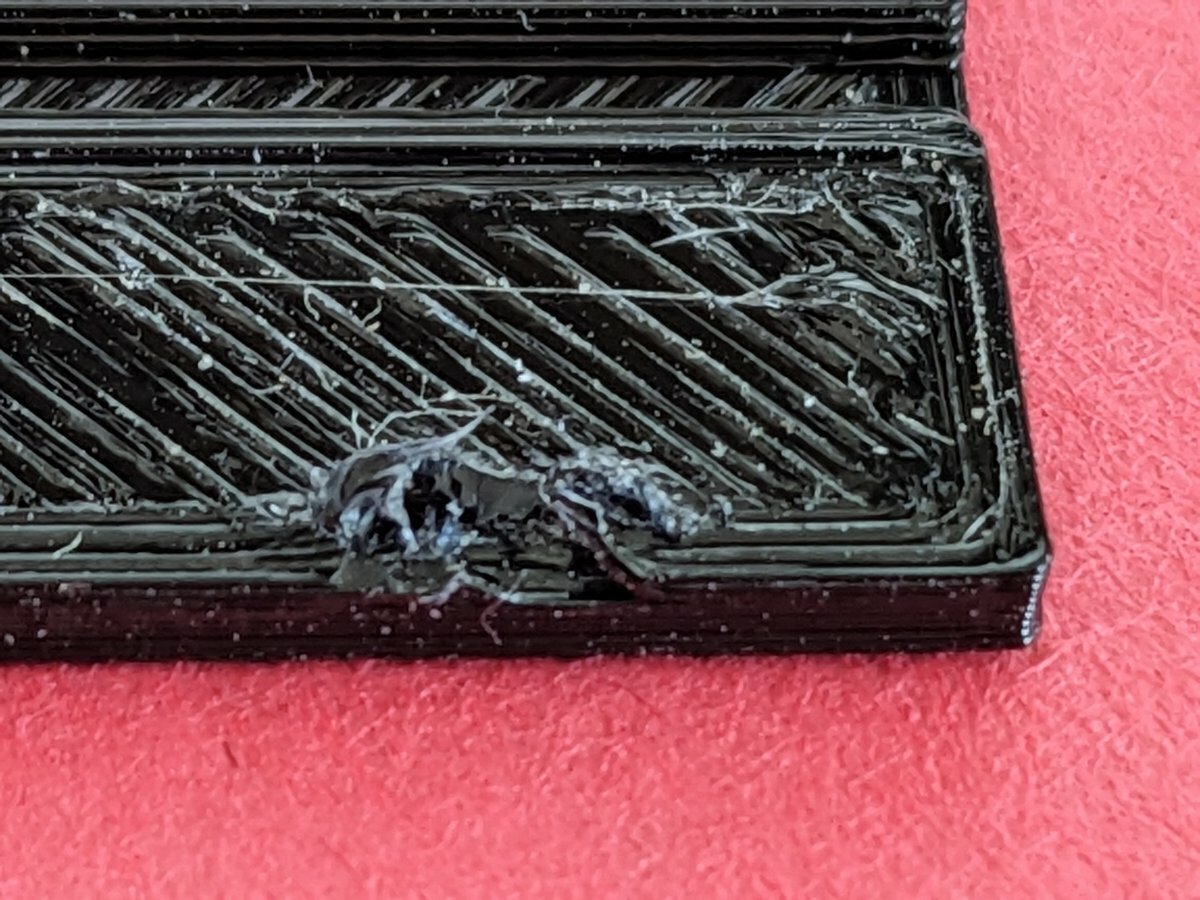
On a Voron 2.4 SB, I'm printing some large skinny panel frame pieces that use ~12M of filament and are mostly perimeters with a small amount of infill. Flow is limited to 3mm^3/sec. PA=0.15. I typically see 3 or 4 surface defects in the 4 hour print. I captured one of the defects forming in the pic below a few layers after it occurred. It appears the extrusion stopped for a couple of mm and then a blob was ejected. The DHF has a barrel diameter of 1.90mm (according to their specs and also measured) which in on the small side compared to most other extruder barrels 1.95 - 2.00mm. Most TPU filaments I have seen tend to have some wiggle compared to PLA & ABS. When I take a length of Zyltech filament with an OD of 1.78 and try pushing it through a brand new DHF, it does slide, but I'd describe the fit as snug (pic below). Just because the cross section "diameter" is 1.78, vendors do not spec concentricity. Additionally the filament picks up indents when it passes through the drive gears. Too little drive gear tension and the filament slips. Too much and it ends up with large indents. When I switched out the DHF for a E3D V6 (Formbot clone) which has a 2mm barrel diameter, pretty much all the print surface defects seem to disappear. I had been pre-screening rolls of filament by running then through the new DFH extruder looking for high spots and respooling. This seems extreme. But it did catch what looked like a splice in the middle of a roll of Yousu TPU. I had two rolls of Paramount TPU that were wildly out of spec at 1.92mm that needless to say were causing hard jams. Customer support was looking into it but haven't hear anything back for a few months now. I have observed some tight sections of Zytech TPU that would probably cause issues. These sections were within spec, but might have had concentricity or wiggle issues. I have a roll of Matterhackers that I should try screening. As tricky as it is to print TPU, I do feel for the manufacturing engineers tying to make this stuff because it is so flexible. I'd like to hear about success stories brands, tension and special print settings. I am trying to favor domestic suppliers with prices less than $30/kilo but at the end of the day, take what ever works. For now reverting back the the E3D seems like a good fix.

-
Version 2021.11.13
494 downloads
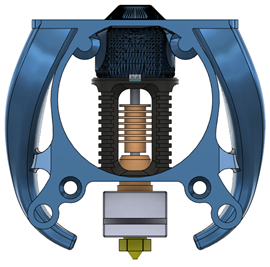
Last update 11/13/2021 Quick author disclaimer: I am not a CAD expert, I have limited experience, but I manage to make functional pieces that I’m happy with. Beta testing from a few Voron users have confirmed excellent results, as such I’ve decided to share this design. This duct is currently not officially VoronMods approved based on design criteria listed on the Voron Discord, however I continue work to make it compliant with Voron design principals. Introducing the Halo Duct for the Voron Afterburner, this duct was created from my personal need to get better cooling during PLA prints. Available versions: Dragon v1.1 - weight 20.5 grams Dragon v1.1 with hotend ducting - weight 24.5 grams Mosquito v1.1 - weight 20 grams E3d-V6 v1.1 - weight 19.1 grams Goals for this duct were: Adequate cooling to enable high speed PLA prints Directed airflow across the nozzle Lightweight design to limit ghosting Compatibility with stock Afterburner 2.4 fan assembly and some mods (5015) Compatibility with the Dragon / Mosquito / V6 Hotends Future goals: Compatibility with other HotEnds VoronMods design principal(s) compliancy CFD tuning Recommended Printing guidelines: Material – ABS or better 0.16 Layer height Supports under ducts (select supports for “touching build plate only”) suggest some part cooling - between 10-50% depending on your cooling setup 3 sec minimum layer time Support removal should be easy, no tools required: https://youtu.be/1iqqhB1m5gw All testing was performed with a single 5015 fan, using the below Fan mod by Greg191134: https://github.com/Greg191134/Voron/tree/master/Afterburner%20Optimisation/5015%20fan%20mod If you find my (Greg191134's) work helpful, or it's made life a bit easier, consider a tip/donation, it is appreciated, but not required: https://camo.githubusercontent.com/cd07f1a5d90e454e7bbf69d22ebe4cdbd3a0b3dcf56ba0b6c2495a8e99c776be/68747470733a2f2f6b6f2d66692e636f6d2f696d672f676974687562627574746f6e5f736d2e737667- 7 comments
- 1 review
-
- 7
-

-

-

-
- greg191134
- haloduct
- (and 5 more)
-

v2.4 Demosth Fysetc 350mm Kit 2.4 Build - FFC, Dragon HF, Spider
Demosth posted a topic in Build Diaries
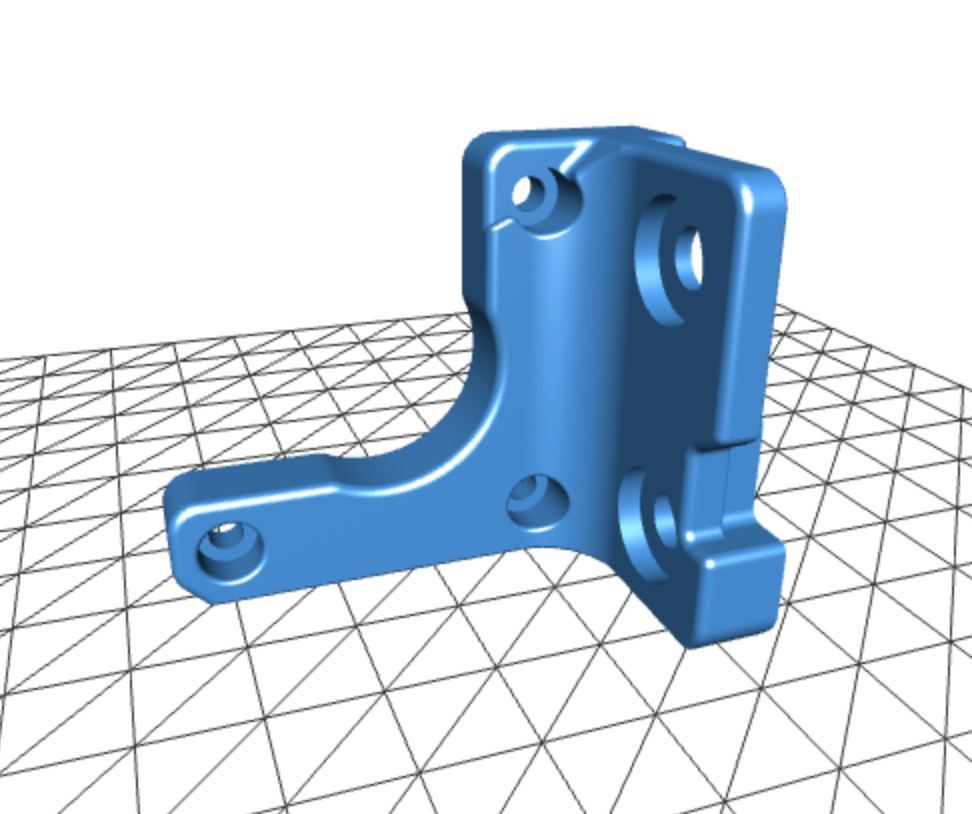
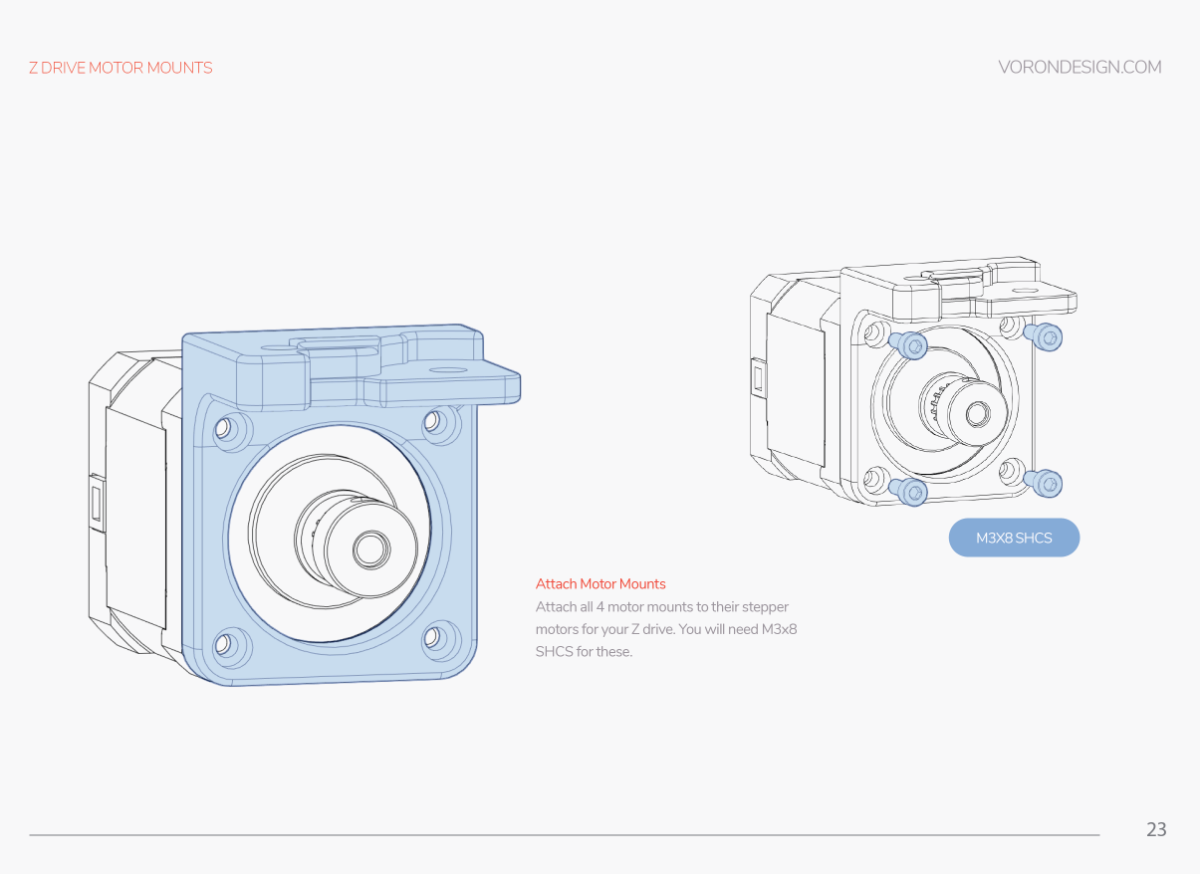
As Stated in the title, this will be my build dairy for my recently purchased Fysetc Kit from Aliexpress. You can see the unboxing images here... The Printed Parts While this is not my first or even 5th printer, this is me first Voron Build. I expect there to be bumps in the road, but it is a learning process. In efforts of getting started quickly, I purchased a complete set of printed parts from Discord User "joshmurrah#2391" - including all the cosmetics. Documentation Issues Last night I started the process of sorting items and thought I was missing a part - I reached out to Josh and he was super quick and helpful to indicate that the part pictured in the V2.4 manual is actually updated and was able to identify very quickly where the parts laid on my photograph of parts on my table. Kudos for the support from Josh - HIGHLY recommended! On page 23 of the current V2.4 Manual, the new part looks like this... For reference, this is a photo pf the current manuals rendition of the Motor mount... Sorting and ID After laying out all my parts, I grouped the items in 6 different bags to help with assembly ensuring that I didn't have to dig through ALL of the parts every-time I wanted to work on the printer build. Please follow this topic for updates and additional information on the build!
- 7 replies
-
- 1
-
-
- builddiary
- fysetc spider
- (and 4 more)