Search the Community
Showing results for tags 'tpu'.
Found 1 result
-
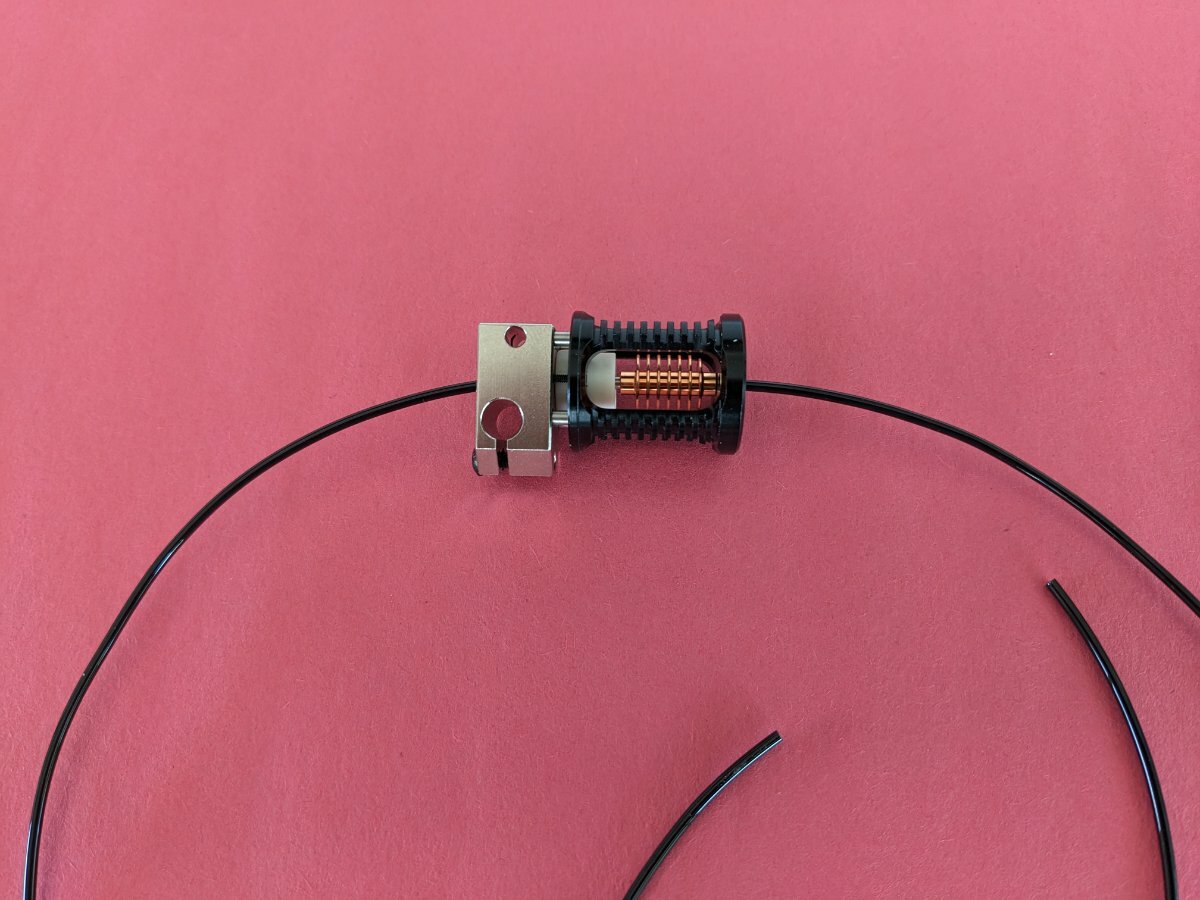
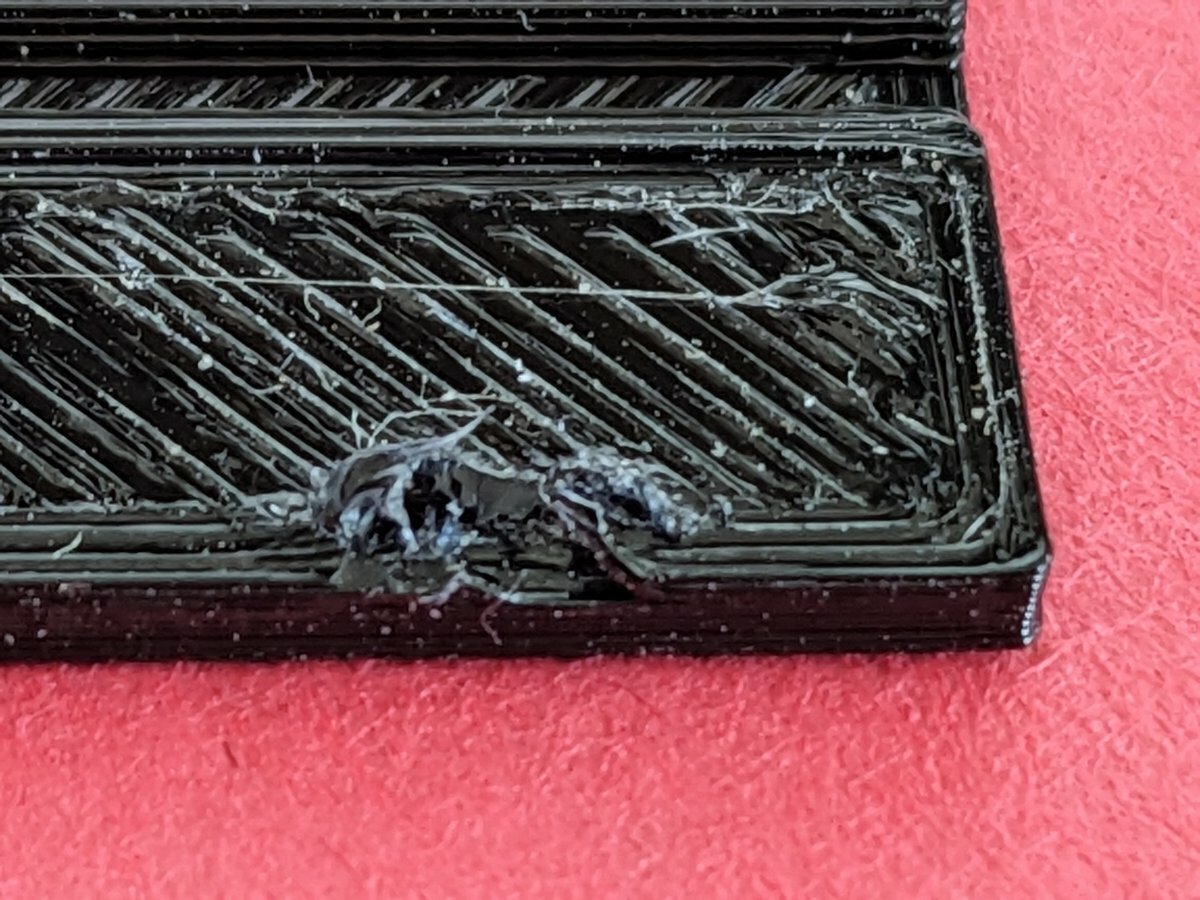
On a Voron 2.4 SB, I'm printing some large skinny panel frame pieces that use ~12M of filament and are mostly perimeters with a small amount of infill. Flow is limited to 3mm^3/sec. PA=0.15. I typically see 3 or 4 surface defects in the 4 hour print. I captured one of the defects forming in the pic below a few layers after it occurred. It appears the extrusion stopped for a couple of mm and then a blob was ejected. The DHF has a barrel diameter of 1.90mm (according to their specs and also measured) which in on the small side compared to most other extruder barrels 1.95 - 2.00mm. Most TPU filaments I have seen tend to have some wiggle compared to PLA & ABS. When I take a length of Zyltech filament with an OD of 1.78 and try pushing it through a brand new DHF, it does slide, but I'd describe the fit as snug (pic below). Just because the cross section "diameter" is 1.78, vendors do not spec concentricity. Additionally the filament picks up indents when it passes through the drive gears. Too little drive gear tension and the filament slips. Too much and it ends up with large indents. When I switched out the DHF for a E3D V6 (Formbot clone) which has a 2mm barrel diameter, pretty much all the print surface defects seem to disappear. I had been pre-screening rolls of filament by running then through the new DFH extruder looking for high spots and respooling. This seems extreme. But it did catch what looked like a splice in the middle of a roll of Yousu TPU. I had two rolls of Paramount TPU that were wildly out of spec at 1.92mm that needless to say were causing hard jams. Customer support was looking into it but haven't hear anything back for a few months now. I have observed some tight sections of Zytech TPU that would probably cause issues. These sections were within spec, but might have had concentricity or wiggle issues. I have a roll of Matterhackers that I should try screening. As tricky as it is to print TPU, I do feel for the manufacturing engineers tying to make this stuff because it is so flexible. I'd like to hear about success stories brands, tension and special print settings. I am trying to favor domestic suppliers with prices less than $30/kilo but at the end of the day, take what ever works. For now reverting back the the E3D seems like a good fix.