Leaderboard



Popular Content
Showing content with the highest reputation since 06/16/2024 in Files
-

Version 1.0.0
643 downloads
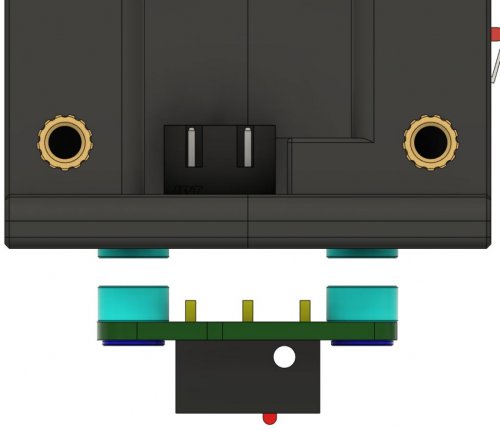
I was having trouble getting my enclosure temperatures above 45C to achieve my optimum print settings. This is the solution I came up with to solve my enclosure temperature issues. I'm running a Fystec Spider v1.1, so your printer config would likely differ. I'm also using a Hartk v4.0 PCB that has an integrated chamber thermistor. I've included my settings for this as well, but you may need to change this up if you use a different thermistor for enclosure temperature readings. I hope this is helpful for someone. I couldn't find a lot of solutions out on the net that could get me up and going with a setup like this, so it was a lot of trial and error to get to this point. Let me know if you have any comments or suggestions that can help me make this thing better! How I set things up: I removed the fan from the PTC heater and inserted a 100K NTC thermistor into one of the bordering fins on the heater core. I then filled the remaining gap in the fin with thermal grease and reattached the fan. I added a thermal fuse to make sure the power would get cut if the temperatures get out of hand from a bad config or faulty piece of hardware. First I drilled a 1/8" hole next to the center ground pin, rivetted the fuse to the heater's core, and applied thermal grease between the fuse body and the heater core. I then moved the ground wire to run from the fuse rather than the tab. Once I wired this up, I ran the temperatures up past the fuse limits to verify things fail safely as expected. I then replaced the fuse after test failed as expected. I extended all of the wiring with solder connections to make sure it would be long enough reach each wire's intended destination, and capped each connection with heat shrink. I mounted the PTC heater to the printed PTC heater mount and ran the wires to the wiring compartment. I installed the Omron relay, and ran a 24v output from my controller to the relay's 5-24v input. I then routed 110v AC to the other end of the relay on the hot lead. I finished up the wiring by hooking up the 12v line for the heater fan and the heater thermistor to the controller board. (Note: my chamber thermistor was already installed on my toolhead's PCB) I updated my printer.cfg and ran a bunch of tests on the heater to make sure it was functioning properly. BOM: Electronics: - PTC Heater w/ Fan x1 - Item on Amazon - NTC 100k thermistor - Item on Amazon - 120C Thermal Fuse - Item on Amazon - Omron 5-24v Relay - Item on West3D Printed Parts: - Printed PTC Heater Mount x1 Miscellaneous: - M3x8mm SHCS x2 - M3 T-nut x2 - 18awg stranded wire ~2 meters - 22awg stranded wire ~2 meters - 1/8" Rivet x1 - Appropriate connectors for you controller board Changes to printer.cfg: ###################### ### Chamber Heater ### ###################### [heater_generic chamber_heater] heater_pin: PC8 sensor_type: Generic 3950 sensor_pin: PC2 control: watermark max_power: .5 min_temp: 0 max_temp: 110 [verify_heater chamber_heater] max_error: 120 check_gain_time: 120 hysteresis: 5 heating_gain: 2 ########################## ### Chamber Heater Fan ### ########################## [heater_fan chamber_heater_fan] pin: PB6 max_power: 1.0 heater: chamber_heater heater_temp: 40.0 # fan will turn off below this level ############################# ### Enclosure Temperature ### ############################# [thermistor chamber_thermistor] temperature1: 25 resistance1: 10000 beta: 3950 [temperature_sensor enclosure_temp] sensor_type: chamber_thermistor sensor_pin: PC1 min_temp: 0 max_temp: 80 Macro: You can run this and immediately start your print. The print wont actually start until the specified chamber temperatures are reached. [gcode_macro CHAMBER_TEMP_WAIT] gcode: {% if params.MIN_TEMPERATURE and params.MAX_TEMPERATURE and params.MIN_TEMPERATURE|float > params.MAX_TEMPERATURE|float %} {action_raise_error("Chamber Temp Wait: MIN_TEMPERATURE must be less than or equal to MAX_TEMPERATURE Use: - CHAMBER_TEMP_WAIT MIN_TEMPERATURE=[0..80] - CHAMBER_TEMP_WAIT MAX_TEMPERATURE=[0..80] - CHAMBER_TEMP_WAIT MIN_TEMPERATURE=[0..80] MAX_TEMPERATURE=[0..80]")} {% elif params.MIN_TEMPERATURE and params.MIN_TEMPERATURE|float > -1 and params.MIN_TEMPERATURE|float < 81 %} {% if params.MAX_TEMPERATURE and params.MAX_TEMPERATURE|float > -1 and params.MAX_TEMPERATURE|float < 81 %} TEMPERATURE_WAIT SENSOR="temperature_sensor enclosure_temp" MINIMUM={params.MIN_TEMPERATURE|float} MAXIMUM={params.MAX_TEMPERATURE|float} {% else %} TEMPERATURE_WAIT SENSOR="temperature_sensor enclosure_temp" MINIMUM={params.MIN_TEMPERATURE|float} {% endif %} {% elif params.MAX_TEMPERATURE and params.MAX_TEMPERATURE|float > -1 and params.MAX_TEMPERATURE|float < 81 %} TEMPERATURE_WAIT SENSOR="temperature_sensor enclosure_temp" MAXIMUM={params.MAX_TEMPERATURE|float} {% else %} {action_raise_error("Chamber Temp Wait: invalid usage Use: - CHAMBER_TEMP_WAIT MIN_TEMPERATURE=[0..80] - CHAMBER_TEMP_WAIT MAX_TEMPERATURE=[0..80] - CHAMBER_TEMP_WAIT MIN_TEMPERATURE=[0..80] MAX_TEMPERATURE=[0..80]")} {% endif %} Updates: - I added a photo of how this is wired up in the wiring compartment. The boxes with the text in the photo represent the components of the heater that are in the chamber of the printer. - I have included the macro to wait for chamber to reach temps before starting a print. - I have attached the heater mount's fusion 360 file for others to be able to easily make edits to the chamber heater mount Chamber Heater Mount v2.f3d6 points -
Version 1.0.0
87 downloads
This simple mod will give you the ability to add 4010 or 4020 fans to your AB drive motors on your Voron 2.4 Additionally you can use generic 3950 NTC for temperature controlling the fans if you have enough pin on your controller board. I've designed my own controller board and I considered 5 NTCs so I could easily adapt to this mod. Why I made this mod? Personally I like to keep my motors temperature around 55-60°C for this purpose I needed active cooling, Based on tests using a high speed fan at PWM around 50% is enough to keep my motors cool while keeping fan noise to minimum. So at maximum 50% pwm for fans they are silent enough not to hear them and sufficient enough to cool motors properly. What you will need for each motor: 2 M3x5x4 Threaded instert 1 AB Drive Fan for Voron 2.4.step 2 screws are the height of your fan + 5mm extra (for 4010 fans 3x15mm, for 4020 3x25mm. Best use BHCS). 2 screw 5mm longer than your motor screw File are super easy to print and super easy to adapt. You'll need one fan holder per motor and one NTC holder for each NTC. Print with default voron settings and no support. Installation: First put 2 inserts into their designated holes in motor holder in opposite diagonals (bigger holes). Then remove 2 diagonals screws from your motor. Preferably the one that has no screws on top side and it's diagonal one. Measure your motor screws with a ruler or caliper and use 5mm longer screws to attach motor holder to your motor. Now you can use 2 screws 5mm longer than your fan height to attach your fan to motor fan holder using insert you added earlier Optionally you use ziptie and heatsink compound to attach a NTC to the body of your motor for temperature control. 200x3mm ziptie must be sufficient for this purpose. "AB Motor Thermistors Holder.stl" are for holding thermistor in place. Here is the klipper config for controlling each fan separately based on their temperature: #-----A MOTOR FAN---# [temperature_fan motor_a] pin: PB10 sensor_type: Generic 3950 sensor_pin: PC3 kick_start_time: 0.5 off_below: 0.1 max_power: 0.5 min_speed: 0 shutdown_speed: 0 min_temp: 0 max_temp: 150 target_temp: 55 control: pid pid_kp: 1.0 pid_ki: 0.5 pid_kd: 2.0 #-----B MOTOR FAN---# [temperature_fan motor_b] pin: PB12 sensor_type: Generic 3950 sensor_pin: PC1 kick_start_time: 0.5 off_below: 0.1 max_power: 0.5 min_speed: 0 shutdown_speed: 0 min_temp: 0 max_temp: 150 target_temp: 55 control: pid pid_kp: 1.0 pid_ki: 0.5 pid_kd: 2.0 Don't forget to change Fan and NTC pins based on your own board. If you want to use simple control without ntcs use this code instead: [output_pin ab_fan] pin: PB1 pwm:true shutdown_value: 0 value:1.0 cycle_time: 0.01 kick_start_time: 0.5 Don't forget to change Fan pins based on your board. Additionally if you want you can use only one ntc for one motor and control both fans based on NTC: #-----AB MOTOR FAN---# [temperature_fan ab_motors] pin: PB10 sensor_type: Generic 3950 sensor_pin: PC3 kick_start_time: 0.5 off_below: 0.1 max_power: 0.5 min_speed: 0 shutdown_speed: 0 min_temp: 0 max_temp: 150 target_temp: 55 control: pid pid_kp: 1.0 pid_ki: 0.5 pid_kd: 2.0 Don't forget to change Fan and NTC pins based on your own board. if you are using Feel free to express your opinion about this mod, edit it or use it however you want6 points -
Version 1.0.0
82 downloads
Attention all Voron users, who among you can attest to desiring a quieter fan for their controller cooling system? Search no more, as we have the perfect solution implemented across all our Voron printers. It maintains the necessary airflow while significantly reducing the noise generated by the fans. This is a crucial addition for those who operate their printers in workspaces. If you like the work I do here at 3D Magic feel free to have a look at some of my other designs : https://cults3d.com/en/users/ThreeDMagic/3d-models Print settings: Material ABS Layer Hight 0.2 or less Parimeters 3 Infill 20% (lines)6 points -
Version 1.0.0
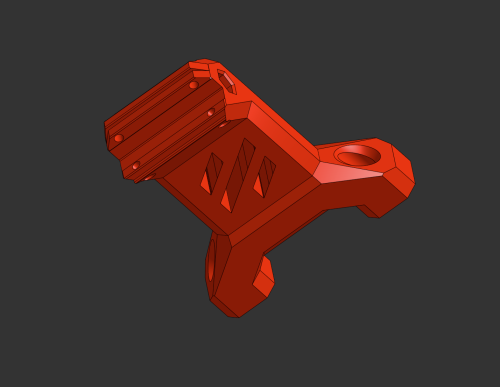
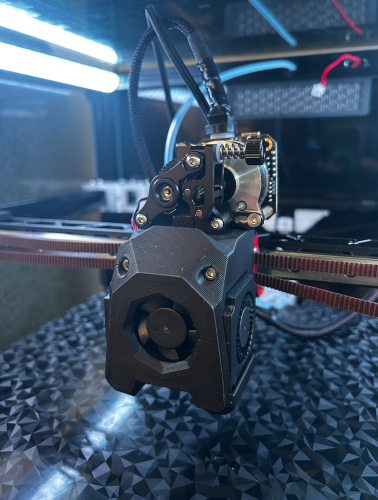
62 downloads
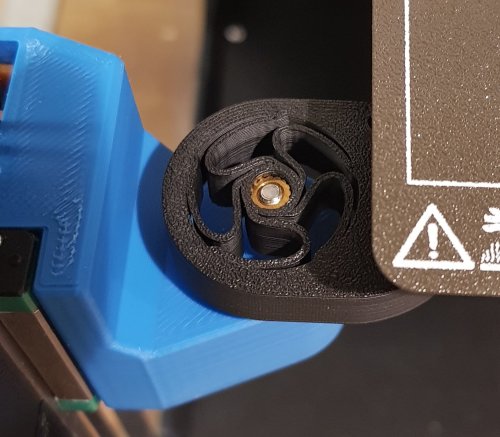
I wanted to reach ABS/ASA temperatures faster, and be able to maintain 55-60°C for those larger warp-prone prints, so I designed this chamber heater mount. If you're going to attempt this, make sure to use a temperature fuse to protect your printer (and your house) from burning down in the event of failure/over-heating. I used 2x 3mmx5mm long heatserts inserted from the front, and 3mmx12mm screws to attach the heater. 4x 3mm t-nuts and 4x 3mmx10mm screws are required for mounting the bracket. I used this 120VAC 250W heater (with 12VDC fan): https://www.amazon.ca/dp/B07NYX5DKD?psc=1&ref=ppx_yo2ov_dt_b_product_details I used this SSR: https://www.amazon.ca/dp/B06WLNHPWK?psc=1&ref=ppx_yo2ov_dt_b_product_details I loosely followed the chamber heater post from @ahough, and this would've been way harder (nigh impossible) without their post and the comments section. Notable mention goes out to @Dousi as well, since I copied and modified their config example to use as my own. I hope the configs below help someone else along their way. ******** ******** Here is my chamber heater section within my printer.cfg file: ******** ##################################################################### # CHAMBER HEATER ##################################################################### [thermistor chamber_thermistor] #define "chamber_thermistor" characteristics temperature1: 25 resistance1: 100000 beta: 3950 [thermistor heater_thermistor] #define "heater_thermistor" characteristics temperature1: 0.0 resistance1: 32116.0 temperature2: 40.0 resistance2: 5309.0 temperature3: 80.0 resistance3: 1228.0 [temperature_sensor heater_temp] #this is the temp sensor for the 10K probe inserted in the heater core sensor_type: heater_thermistor #use temp sensor characteristics as defined in "heater_thermistor" sensor_pin: PA2 #Manta 8P temp sensor input pin. This temp probe is glued to the heater core with UV resin min_temp: -100 #set minimum temp before error/shutdown max_temp: 140 #SAFETY max heater core temperature, printer will shutdown above this temp [heater_generic chamber_heater] #setup chamber heater heater_pin: PE3 #Manta 8P heater output pin to SSR. This temp probe is mounted near the top of my chamber sensor_type: chamber_thermistor #use temp sensor characteristics as defined in "chamber_thermistor" sensor_pin: PA1 #Manta *P temp sensor input pin control: watermark #use watermark control method (on/off) max_delta: 0.1 #set the delta temp to energize/deenergize chamber heater max_power: 1.0 #set maximum power of heater 1.0 = 100% min_temp: -100 #set minimum temp before error/shutdown max_temp: 70 #SAFETY max chamber temperature, printer will shutdown above this temp pwm_cycle_time: 0.01666 #Set this to avoid room lights flickering on higher power heaters. This value works well for 60Hz power. 0.1 is 10Hz [verify_heater chamber_heater] #setup chamber heater verification parameters max_error: 120 check_gain_time: 240 hysteresis: 5 heating_gain: 1 [heater_fan heater_fan] #setup fan attached to back of chamber heater pin: PE4 #Manta 8P fan output pin. Jumper selected for 12V max_power: 1.0 #set maximum power of fan 1.0 = 100% heater: chamber_heater #when "chamber_heater" is ON fan will be ON heater_temp: 30 #fan will turn off below this level ##################################################################### # MACROS ##################################################################### [gcode_macro M191] gcode: {% set S = params.S | default(0) | float %} SET_HEATER_TEMPERATURE HEATER=chamber_heater TARGET={S} M118 Chamber heating to {S}C M118 Waiting for chamber heating... TEMPERATURE_WAIT SENSOR="heater_generic chamber_heater" MINIMUM={S} M118 Chamber heating {S}C is done. ******** ******** I also run Ellis' bedfans, and modified bedfans.cfg, "Command overrides" section to the below: ******** ############ Command overrides ############ # Override, set fan speeds to low and start monitoring loop. [gcode_macro SET_HEATER_TEMPERATURE] rename_existing: _SET_HEATER_TEMPERATURE gcode: # Parameters {% set HEATER = params.HEATER|default("None") %} {% set TARGET = params.TARGET|default(0)|int %} # Vars {% set THRESHOLD = printer["gcode_macro _BEDFANVARS"].threshold|int %} {% if HEATER|lower == "extruder" %} M104 S{TARGET} {% elif HEATER|lower == "heater_bed" %} M99140 S{TARGET} {% elif HEATER|lower == "chamber_heater" %} _SET_HEATER_TEMPERATURE HEATER=chamber_heater TARGET={TARGET} {% else %} {action_respond_info("Heater %s not supported" % HEATER)} {% endif %} # Set fans to low if heater_bed temp is requested above threshold temp, and kick off monitoring loop. {% if HEATER|lower == "heater_bed" %} {% if TARGET >= THRESHOLD %} BEDFANSSLOW UPDATE_DELAYED_GCODE ID=bedfanloop DURATION=1 {% else %} BEDFANSOFF UPDATE_DELAYED_GCODE ID=bedfanloop DURATION=0 # Cancel bed fan loop if it's running {% endif %} {% endif %} ******** ******** II then modified my PRINT_START macro to include the chamber heater stuff as seen below: ******** [gcode_macro PRINT_START] # Use PRINT_START for the slicer starting script - PLEASE CUSTOMISE THE SCRIPT gcode: EXCLUDE_OBJECT_DEFINE BED_MESH_PROFILE load=default # Load variables {% set bed_temp = params.BED|default(60)|int %} {% set extruder_temp = params.EXTRUDER|default(230)|int %} {% set CHAMBER_TEMP = params.CHAMBER|default(20)|float %} M104 S150 #start nozzle heating, keep below oozing temp M117 Extruder Heating... M140 S{bed_temp} #set bed temp to "bed_temp" and move on M117 Bed Heating.... M190 S{bed_temp} #allow bed to get up to temperature M117 Heating Chamber... M191 S{CHAMBER_TEMP} G90 #Use absolute coordinates M117 Homing... G28 M117 Adjusting Z Tilt... Z_TILT_ADJUST G28 M117 Calibrating Bed Mesh... BED_MESH_CALIBRATE M117 Waiting for Extruder to Reach Printing Temperature... M109 S{extruder_temp} G92 E0 #Reset exruder M117 Purging Filament... ADAPTIVE_PURGE M117 ******** ******** I use CURA and this is my Start Gcode as defined within Cura: ******** ;Nozzle diameter = {machine_nozzle_size} ;Filament type = {material_type} ;Filament name = {material_name} M204 P500.00 R1000.00 T500.00 ;Setup Print/Retract/Travel acceleration M220 S100 ;Reset Feedrate M221 S100 ;Reset Flowrate M117 PRINT_START EXTRUDER={material_print_temperature_layer_0} BED={material_bed_temperature_layer_0} CHAMBER={build_volume_temperature}5 points -
Version 1.0.0
22 downloads
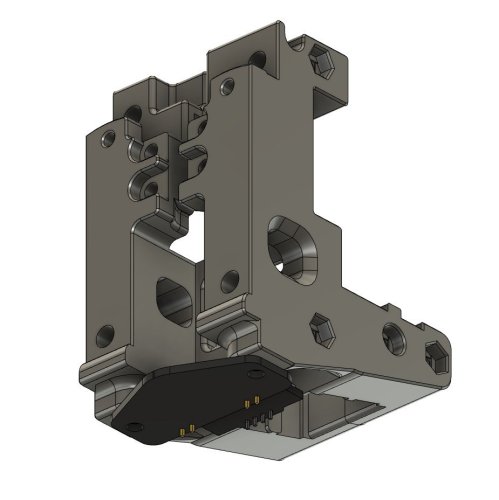
A Mount for installing a 5015 FAN ( like a SUNON MF50152V2-1000U-A99 ) with 40mm Hole Spacing to a 60mm Stepper Motor ( like the LDO-42STH60-3004MAC (S40) ) I tried using Double Sided Tapes and Magnets but neither of them were a reliable Solution so here's a Version that securely mounts it to the Stepper Motor without using the Stepper Motor Screws. BOM ( for a Set of two ) : 8x M3x4mm Voron Style Heat Set Inserts 8x M3x20mm Button Head Cap Screws 4x M3x12mm Button Head Cap Screws Print Instructions: The Parts come as Multi Color Parts for those that fancy it. I've used the usual Voron 0.2mm Layer Height, 4x Perimeter, 5x Top / Bottom Layers, and 40% Infill Settings which should work for anything using Heat Set Inserts. Perhaps use a Brim for the Air Guides since they barely make any contact with the Bed. Installation Instructions: Install two M3x12mm Button Head Cap Screws that will hold the Mount to the Stepper into the Fan Mount - It helps doing this while the Stepper has not yet been installed to gauge how far the Screws will have to be threaded into the Mount. Install the Voron Style M3x4mm Heat Set Inserts into both the Fan Mount and the Air Guides. Use the Fan to Assemble the Air Guides and Fan Mount into a unit using M3x20mm Button Head Cap Screws - Be mindful of a suitable Fan Cable Orientation that works for your Setup. Slide the Fan Mount onto the Stepper with the Screw closest to the Fan catching onto the Stepper Motors Bottom Plate first, then rotate the Mount so that the rear Screw will catch as well. ⚠ Caution ⚠: This was tested with a Chaoticlab CNC Tap V2.0 and no MicroSwitch Endstop Mount attached to it! ( Sensorless Homing! ) This AddOn may not work with any X-Carriers having Parts occupying the space below the X-Axis Extrusion as the FANs now partially do!5 points -
Version 2021.04.03
29,990 downloads
These hinges allow for 270 degrees of motion, from closed 0° to 270° full open parallel with the side panels. This was developed out of an effort of running into tolerance issues with the spec hinges not allowing much room if the two panel doors are used and are slightly cut larger by only 1 mm or so. I ran into issues closing and the doors hitting and needed something that allowed more horizontal movement. So it was decided to figure a way to mount on the side of the printer. After some searching, printing, trial & error, I came to what you see below. 270 degrees wasn't the initial intention but figured if they are going to be mounted to the side, might as well take advantage of the extra flexibility. During development and testing of these I struggled with tape being sufficient with my first version of these. So went back and designed these to use hardware and remove tape from the equation. Hardware mount was heavily influenced by Randell other door hinge mod that uses hardware. The handles in this mod are a remixed version of Randell's to adjust for the altered latch developed for this setup. The latch in the mod gives as much room as possible vertically if panels are slightly too tall. Note: Un-tested but the holes should line up with Randell's hardware for the hinges if you are looking to swap for more swivel. As you can see this setup allows vertical and horizontal freedom if your panels are cut too large. BOM Hinge Hardware M3 x 35 mm SHCS [x4] M3 x 8 mm SHCS [x4] Side Mount M3 x 8 mm BHCS [x8] Backplate. SHCS can also be used here. And if you want a flush look 8 mm FHCS M3 Threaded Insert [x8] M3 T-nuts [x4] hammerhead or spring ball, your choice Latch 3 mm x 6 mm magnets [x4] M3 x 6 mm SHCS [x2] BHCS screws work better here if you have them M3 T-nuts [x2] hammerhead or spring ball, your choice Handles 3 mm x 6 mm magnets [x4] M3 x 6 mm BHCS [x8] M3 Threaded Insert [x8] Printing Use the default recommended for Voron parts. Can be done in PLA but I have not tested this. If having issues printing side mounts you may need to add a brim to those and trim before installation Layer Height : 0.2 mm Extrusion Width : 0.4 mm Infill : 40 % Walls : 4 Solid Top/Bottom : 5 There is a left (a) and right (b), you will need to print 2 for each side. There are 2 versions of each of the hinge faces if you don't want a Voron logo or want to mix and match. Multiple depths are also provided. Should you need a specific depth and no access to Fusion, feel free to reach out to me on discord chrisrgonzales#0731 The 4 mm is typical 3 mm panel and 1 mm foam , and 6 mm files are for 3 mm panel and 3 mm foam. You will need to print 4 of the side mounts, they are not side specific. Assembly These are designed to have a tight tolerance, so the 35 mm screw can be screwed into the lower portion of the face hinge, and still have some play without wiggle. You will likely have to thread it all the way down then play with the hinge and pivot it a couple of times to work it in before attaching. Do not over tighten the screw as it will bind on the upper portion. If you feel it binding, back the screw off just a lil bit. When installing back plates to hinges to protect panel from cracking be careful not to screw down too much as insert depth is shallow as you may risk of pushing through. The backplates have a chamfer for more recessed look, but can be flipped if you have longer hardware. Take it slow when installing heat inserts as it's very easy to push them through and cause deformation on the face of the hinge. Set temp on iron lower than used on most other heat inserted parts as this gives you more time not to press through. Also you may have to use the side of your iron's tip as not to puncture all the way. For placement of drilling, you can install the hinges in place, and tape or use panel clips from sides temporarily to hold front doors and tape outline of hinge. Then remove the panel and hinge, place the hinge where the tape outline is, mark the hole and drill. CAD Files The CAD files are parametric! When opened in Fusion 360, editing the thickness parameter will change the spacing and geometry to allow the hinge full 270 articulation. Enter in thickness of your panel and foam, I would recommend accounting for the compression in your foam. Example 3 mm panel with 3 mm foam, typical 6 mm would be entered, but possible that 5.8 mm might be a better choice to give some compression for a seal. If you are unsure, printing a single bracket and testing fitment and offset would be ideal. If you would like to use this with tape only you may adjust the faceThickness parameter to be thinner but wouldn't suggest going smaller than 3 mm. You will also need to remove or extrude flush the holes for the brass inserts. Also the faceWidth parameter may be adjusted to be smaller width. Would not go lower than 27 mm for this parameter. The logo can be removed if needed. If using Fusion 360 with history, step back two actions and logo will be removed. Otherwise removal of chamfer and extrude flush will be needed. thickness : panel + foam depth in mm (default 4 mm) faceThickness : depth of the face portion of hinge not including panel + foam (default 5 mm) FacePlate_width : width of facing hinge from edge of extrusion to the opposite edge. Not actual width of hinge default (34.9 mm) Taped versions use 27mm. See image below. Questions / Suggestions If you have any questions or suggestions feel free to contact me on Discord chrisrgonzales#07315 points -
Version 1.0.0
47 downloads
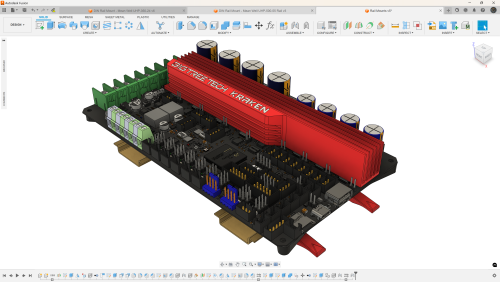
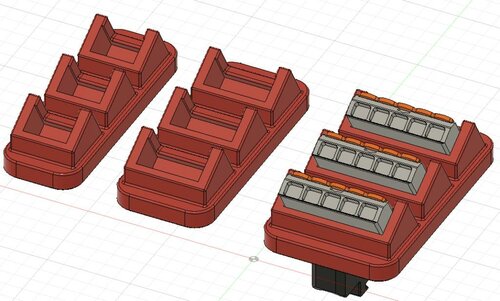
A DIN Rail Mount for a BigTreeTech KRAKEN Controller Board that attaches across two DIN Rails. Print Instructions: The Board Mounting Part is a MultiColor Part for those that fancy it. I've used the usual Voron 0.2mm Layer Height, 4x Perimeter, 5x Top / Bottom Layers, and 40% Infill Settings which should work for anything using Heat Set Inserts. Some parts of the Model come with in the Slicer added Mouse Ears to help with bed Adhesion - If you don't need them just remove the “Generic-Disk” BOM: 4x Voron Style M3x4mm Heat Set Inserts 4x M3x8mm Flat Hat Cap Screws 4x M3.5x8mm Self Tapping Button Head Screws Assembly: Add 2x Voron Style M3x4mm Heat Set Inserts per Rail Mount ( marked in blue ). Use 4x M3x8mm Flat Hat Cap Screws to attach the Board Mount to the Rail Mounts ( marked in blue ). Use 4x M3.5x8mm Self Tapping Button Head Screws to secure the BTT KRAKEN to the Board Mount. Attach the Assembly to the DIN Rails with a sliding motion while pressing down at the end with the Securing Latches ( BTT KRAKEN removed for better visibility ). To remove the Assembly, pull the Latches slightly up followed by sliding it back out. Word of Caution: This Design requires the distance between the DIN-Rails to be of proper length! Too far apart and the rear Hook will prevent the Locking Mechanism from properly seating onto the front Rail. Too close together and the rear Hook might not catch. As such perhaps consider using the Mounts themselves with setting up the required distance between the DIN-Rails.4 points -
Version 1.0.0
706 downloads
My first Voron becomes ready part by part, by the mods i already have done it nearly wouldn't had been neccessary to buy the printed parts, but anyway... I'm a fan of the Horseshoe Spool Holder from Logan Fraser, but it has the disadvantage that it only fits Spools with 20cm rims! So I decided to create an extrusion mounted simple Universal Holder to the back using the standard extrusion frame holder that came with the printed parts. It can be used standalone or as in my case in addition to logans horseshoe. As both the horseshoe and the simple are extrusion mounted I can easy remove the bottom plate as I also use Logans Inverted Electronics (as well as his Pi Plate I also modified). To be able to have the Filament inserted from Horseshoe or my universal version I also made a curved Bowden Guide angled at 60 degrees to the extrusion. The curved outlet up to the toolhead is angled to guide the bowden to the extrusion to prevent the bowden touching the cabling of the stepper motor. The Bowden Guide needs a support (see pic below) Parts needed: SIS: M5 x 20mm, M5-Nut (pull the nut into the holder with the M5x20 first), M5 x 10mm, M5 extrusion nut Bowden Guide: M3 x 8, M3 Hammerhead Many thanks Logan for your incredible Mods! As always, have fun4 points -
Version 2
2,231 downloads
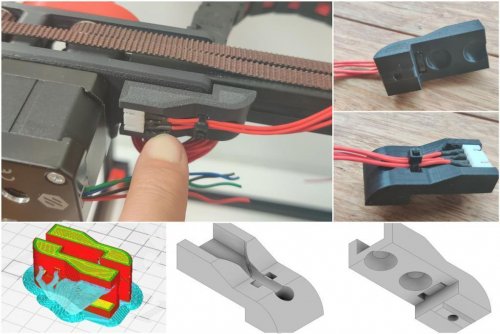
V2- PTFE bowden tube guide and CANBUS wire support I've made some adjustment after some feedback from the community. Changes made over V1: Added a option to have F695 bearings incorporated Enlarged the tube opening Added cable/zip tie openings Added spot for 1mm piano wire if needed. Recommended print settings: Voron print settings (4 walls, 40% infill and 5 top and bottom layers) Turn off thin walls Bridge setting: keep only bridges (watch out for bridging for cable tie holes) 0.2mm layers and 0.2mm first layer No need to adjust for ABS shrinkage Required Hardware: M3x8 Bolt and M3 T-nut M5 bolt to suit option. Optional M5 nut if you can fit it with the bearing option. V1 - PTFE bowden tube guide and CANBUS wire support This is can found inside the zip files and of the initial release Required Hardware: M3x8 Bolt and M3 T-nut M5x10 Bolt or a M5x8/12 Optional 4mm drill bit for cleaning out bowden tube path About In my 350 build the PTFE tube kept getting caught so I made this arm to keep it up. The shorter arm works better so I recommend using it instead The setup has also been used by a few user to support their CANBUS wires (zip tied to the reverse bowden) Install Drill out bowden guide with 4mm drill bit for a perfect fit (optional) Bolt mount to rear frame with M3x8 and tnut putting the lip at the top Screw arm on with M5x10 (I used a M5x8mm and it works fine) into the plastic allowing the arm to still be able to swivel3 points -
Version 1.0.0
9 downloads
If you have a RatRig V-Core 3.1 and want to upgrade to the new Toolhead 1.0, you'll need to print the 3 STL's included in the ZIP file. I created these components because the folks at RatRig provided STL's for the V-Core 3.1 but only work with a Pinda probe setup and nothing for the Beacon probe. So, I took V-Core 4 files and modified them to work on a V-Core 3.1. You'll still need to print the belt clips and adjusters along with the CAN mount and replace the Front, Back and Duct parts with mine. These files have been modified to use the RatRig V-Core 3.1 belt system where the belts are tensioned at the toolhead versus the V-Core 4 that tensions the belts at the stepper motor mounts.3 points -
Version 1.0.0
2,484 downloads
I wanted to be able to print ABS and ASA in my house without having to move my printer to a well ventilated area, so I started looking into ventilation options. I wasn't able to find anything that seemed to mount cleanly to my machine and look decent running to my window, so I designed this system for my printer. BOM: Parts to order 2.5" Hose Clamps x2 2.5" Flexible Dust Collector Hose (3ft in picture) x1 Weather Stripping (10ft in picture) M2 self-tapping screw Plastic Sheet (1.5mm-2mm) Parts to Print 60mm Fan to 2.5" Hose Adaptor x1 Hose Adaptor x1 Hose Adaptor Mount x1 One-way Valve x1 Left Link x1 Right Link x1 Center Link x? (You will need to measure your window for the proper number of links) Printing: 40% infill Supports needed 4 line walls Filament: Polymaker's Polylite ASA If you are using the stock Voron 2.4 exhaust system, you can attach the hose adaptor directly to the rear fan using the screws already holding the fan in place. All of the links snap very tightly together and may require pliers to fully seat the lock. You can also insert the one way valve into the hose adapter on the window side of the hose: Then just attach all of the other pieces according to the images below: Once you have everything hooked together your can wrap the window vent that is now sized for your window with the weather stripping to get a good seal on your window. One note, I was printing several test versions of this before I got to a full system. There are couple links you will see in the center of my image that have a smaller lip on them. I just reused these from previous test pieces so I didn't waste more plastic. Your center links should be consistent all the way across the middle section of the window vent. UPDATE: 3/9/2022 - Added a one-way valve to prevent outside air from causing a backdraft into your printer when your exhaust fan is disabled. This has made a significant impact on reducing plastic fumes in my house. After adding this, I can't smell any plastic unless the doors on the printer are open. VORON2 v2.4 - 2.5 Vaccume exhaust adapter v4.f3d3 points -
Version 1.0.0
12 downloads
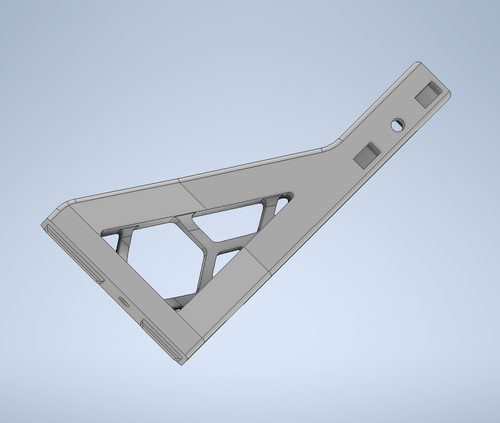
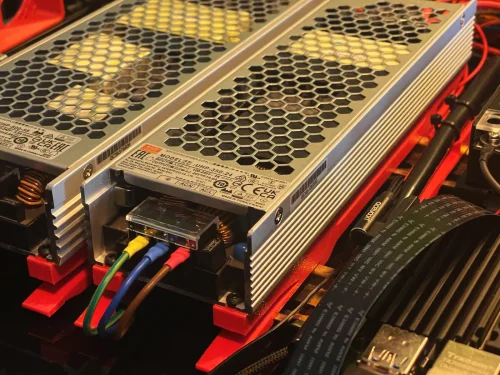
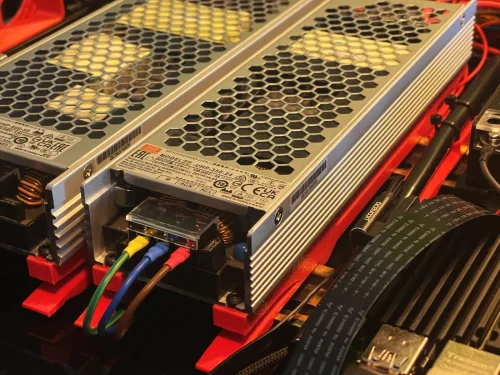
A DIN Rail Mount for a Mean Well UHP-500-XX Power Supply that attaches across two DIN Rails. Print Instructions: I've used the usual Voron 0.2mm Layer Height, 4x Perimeter, 5x Top / Bottom Layers, and 40% Infill Settings which should work for anything using Heat Set Inserts. The Models come with in the Slicer added Mouse Ears to help with bed Adhesion - If you don't need them just remove the “Generic-Disk” BOM ( for a Set of Two ) : 4x Voron Style M3x4mm Heat Set Inserts 8x M3x10mm Button Head Cap Screws 4x M3 Washers Assembly: Install two M3x10mm Button Head Cap Screws with the M3 Washers ( marked in blue ) into the bottom of the Mounts acting as Reinforcements for the Hooks - The PSUs turned out to be surprisingly heavy and I didn't want to risk the weight of them pulling down on the Hooks causing the latter to become loose. Install two Voron Style M3x4mm Heat Set Inserts ( marked in blue ). The one behind the Securing Latch is a bit hard to get into - Use a longer M3 to help pull it in. Attach the Mean Well UHP-500-XX Power Supply to the Mounts using the remaining M3x10mm Button Head Cap Screws. Attach the Assembly to the DIN Rails with a sliding motion while pressing down at the end with the Securing Latches. To remove the Assembly, pull the Latches slightly up followed by sliding it back out. Word of Caution: This Design requires the distance between the DIN-Rails to be of proper length! Too far apart and the rear Hook will prevent the Locking Mechanism from properly seating onto the front Rail. Too close together and the rear Hook might not catch. As such perhaps consider using the Mounts themselves with setting up the required distance between the DIN-Rails.3 points -
Version 1.0.0
25 downloads
A DIN Rail Mount for a Mean Well UHP-350-XX Power Supply that attaches across two DIN Rails. Print Instructions: I've used the usual Voron 0.2mm Layer Height, 4x Perimeter, 5x Top / Bottom Layers, and 40% Infill Settings which should work for anything using Heat Set Inserts. The Models come with in the Slicer added Mouse Ears to help with bed Adhesion - If you don't need them just remove the “Generic-Disk” BOM ( for a Set of Two ) : 4x Voron Style M3x4mm Heat Set Inserts 8x M3x10mm Button Head Cap Screws 4x M3 Washers Assembly: Install two M3x10mm Button Head Cap Screws with the M3 Washers ( marked in blue ) into the bottom of the Mounts acting as Reinforcements for the Hooks - The PSUs turned out to be surprisingly heavy and I didn't want to risk the weight of them pulling down on the Hooks causing the latter to become loose. Install two Voron Style M3x4mm Heat Set Inserts ( marked in blue ). The one behind the Securing Latch is a bit hard to get into - Use a longer M3 to help pull it in. Attach the Mean Well UHP-350-XX Power Supply to the Mounts using the remaining M3x10mm Button Head Cap Screws. Attach the Assembly to the DIN Rails with a sliding motion while pressing down at the end with the Securing Latches. To remove the Assembly, pull the Latches slightly up followed by sliding it back out. Word of Caution: This Design requires the distance between the DIN-Rails to be of proper length! Too far apart and the rear Hook will prevent the Locking Mechanism from properly seating onto the front Rail. Too close together and the rear Hook might not catch. As such perhaps consider using the Mounts themselves with setting up the required distance between the DIN-Rails.3 points -
Version 1.0.0
180 downloads
Dear All, This is a very simple modification to the Main Body of the Stealthburner Clockwork 2, to improve performance when printing TPU. I found that when printing TPU, particularly the softer Shore hardnesses, the extruder would frequently skip, stutter and misbehave, causing poor quality prints. After studying the CAD files, I reasoned that as the direct drive outputs the filament into a bore in the Main Body, before the PTFE tube, the filament might be compressing at this point, and jamming up in the higher friction printed plastic. To remove this issue, I continued the 4.2mm bore for the PTFE tube all the way up into the direct drive chamber. This allows the PTFE tube to be extended, and carefully cut (with a scalpel, or craft knife), to exactly match the direct drive gear. With this change, the filament outputs from the direct drive gear directly into the PTFE tube, with no opportunity to touch the higher friction printed plastic, and no space to jam up in. I have found that this simple modification dramatically improves performance with printing TPU on my printer. Hopefully it'll do the same for you. Note that getting the length of the PTFE tube exactly right with this arrangement is a little bit tricky. Cut the tube too short, and you'll be left with a gap that the TPU can compress into (giving you the same problem), but too long will cause it to foul/drag on the direct drive gear. Easiest thing to do is to sort this out first, before you build the rest of the Clockwork. Fit a length of PTFE tube to the Toolhead & holder of your choice, and cut it so that ~25mm is extending from the top. Slot this into the CW Main Body, and the tube should end approximately half way across the direct drive gear chamber. You can then use the sharp scalpel/craft knife to follow the contour of the chamber, as shown in the photograph attached. Hope this is helpful! Best regards,3 points -
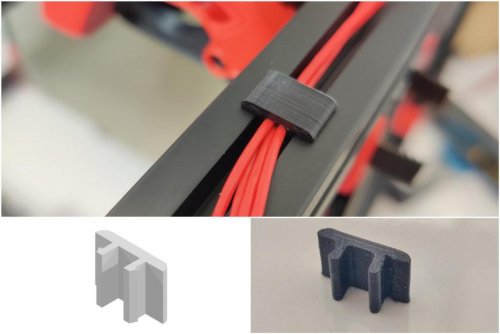
Version 2021.09.01
893 downloads
Misumi Cable Clip Credits: Eddie from the Voron-Team (From his awesome Misumi Led Clips) Printing: Default Voron settings, correct orientation, no supports Bom: Nothing Description: It's a stupid Clip to hide your cables stiff and secure inside that extrusion cutout. You can scale this in Z-Size to whatever you want. By default it's 8mm, as i find it the perfect size. Please don't even try to print only one of this, it's tiny, you need layer-time xD Pictures:3 points -
Version 1.0.0
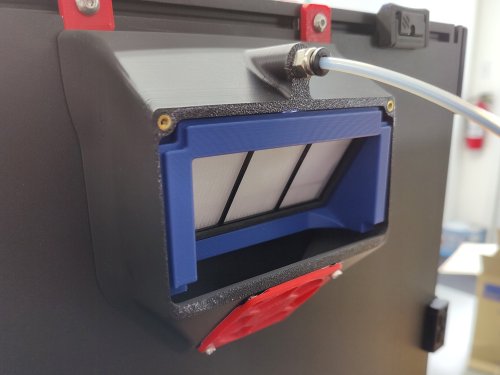
101 downloads
A proper filter box for using Roomba 800/900 series HEPA filter in your Voron 2.4 Exhaust. Unlike the other HEPA box posted here, this one fits the original exhaust housing and should use less material. Print with Filter insert side on bed with support on build plate only. To install it in the exhaust box, insert it at 90C angle and rotate it as you insert (last pic). The last push to lock it in place might require you to push from inside the printer. You might have to temporarely remove the fan for installation!3 points -
Version 2021.12.21
692 downloads
Exhaust cover The STLs will work with 3mm foam (compressed to 2.5mm) but other thicknesses are possible Design influenced by https://github.com/VoronDesign/VoronUsers/tree/master/printer_mods/falo/magnetic_grill_cover Fiction#5826 on Discord3 points -
Version 2022.05.09
992 downloads
Horseshoe Spool Holder This is a method to mount the filament spool inside the enclosure of a Voron Trident 3d printer, or outside a V0, V1 or V2 printer. It works with 200mm, 1kg spools only. For mounting internally in the Trident, the ptfe tube is installed as shown: up through the gap in the side of the rear extrusion. Alternately you could drill a 4mm hole though the B stepper mount top and bottom parts. To install the spool: Feed the filament through the ptfe first, then align the spool into the front and top bearing rings, and pull forward to spring the frame and drop into the rear bearing ring. BOM: 3 608 bearings (any type) 2 M5-8mm (pan/socket) head bolts and 2 M5-Tnuts for 2020 extrusion only OR 4 M3-8mm (pan/socket) head bolts and 4 M3-Tnuts for 1515 extrusion 3 - M3-8mm bolts (pan/socket) Internal Version for Trident only Print PlasticBolt(x3) and use a m3-8mm PH or SH bolt to secure the pin in place. External version for V0, V1, V2 Print ShortPlasticBolt(3x) and use a m3-8mm PH or SH bolt to secure the pin in place. Please provide feedback for issues/suggestions to #Logan2225 on VoronDesign Discord. Thanks!3 points -
Version 1.0.0
21 downloads
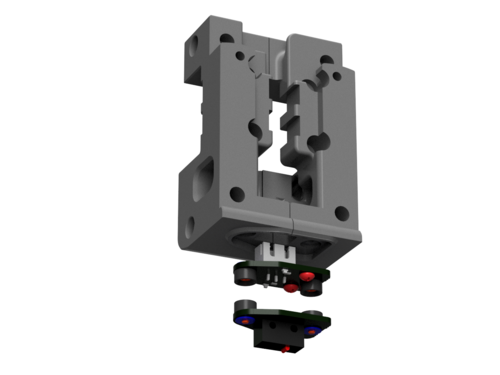
This mod replaces the GE5C spherical bearings used in a Voron Trident with printed flexures. After having issues with excessive vertical play while using low-cost spherical bearings, I developed these as a more reliable option. Each Z-carriage uses a Voron standard heat-set insert and an M3x16 BHCS installed from below. Before putting these flexures into service, I ran a 2 hour test cycling each Z-motor at 50mm/sec in a heated chamber (nearly 14,000 moves). This design is not suggested for use with the Voron TAP as the flexures introduce probing inaccuracies due to the force of the nozzle pressing on the print bed.2 points -
Version 1.2.5
47,370 downloads
The Mini Stealth v2 toolhead is up on GitHub now. I will keep these files here as the new parts are not compatible with the v1.2.5 parts. I will support both versions in the comments here. I still need to create new assembly instructions but a lot of the steps are similar to what is described here. --------------------------------------------------------------------------- This toolhead scales down the body of the Stealthburner to a size which fits into a V0.1/V0.2. Fully assembled it weighs about 110 grams less than the original. It is designed around the Orbiter 2.0 extruder and has versions for the Phaetus Dragonfly, Dragon and Rapido HF hotends as well as versions for the Mosquito, the Revo Voron and the Creality Spider Pro hotends. It incorporates a status LED as well as two for print visibility. I have added new stretched versions that should fit the Rapido UHF, Dragon UHF and the VolcoMosq hotends. The Dragon UHF and Rapido UHF hotends can fit in the same shroud. The UHF hotends will reduce Z travel by 8.5mm and the VolcoMosq by 3mm. I cannot verify the fitment so if there are any issues please leave a comment. There are now two hex pattern inlays based on the design by 3DP-MAMSIH and a tutorial on how to apply them to the shroud. The negative body feature of Prusa/Super Slicer can also be used to create a crop-top version of the shroud as described at the end of the tutorial. The Mini Stealth uses a pair of 4010 blowers which produce more airflow than a 5015 blower while being notably less noisy and drawing less current. The depth of these fans do limit Y travel by 3mm on a V0.1 while the door is closed and tophat is on. The width of the main body at its base is also a very tight fit at the extremes of X travel. I have raised my tophat by 20mm which gives the cabling and filament tube plenty of room to breathe. The shroud fits a 3010 hotend fan or a 3007 fan by using a clip-in adapter. This Orbiter 2.0 Mini Stealth is a better fit than the Orbiter 1.5 Mini Stealth in a V2.4 or Trident as the motor no longer interferes with the path of the cable chain. There is a separate 'strain_relief' stl for use in the V0.1. There are also x-frame pieces that allow this Mini Stealth to be installed on a Switchwire. The nozzle is moved up by 3mm compared to the official Switchwire due to the stepper motor being so low on the Orbiter extruder but this also allows a BL-Touch to fit into the x-frame pieces. I have included a magnet mount and additional shroud .stl files to make this compatible with the ZeroClick mod. This toolhead also has versions that allow mounting a differential IR sensor. I have removed the mechanical Z endstop on my V0.1 and use the IR probe as an endstop and it has greatly simplified my homing sequence. There are additional x-frame pieces that allow mounting the Beacon3D probe, Euclid or Biqu MicroProbe for a V2.4, Trident or Switchwire. The included Blender file shows the entire assembly complete with screws and should answer most basic questions. Note on MGN-9 installation: The default 2mm x 10 plastic threading screw is too long for mounting the x-axis endstop. An M2 x 8 does the job fine. For mounting to the linear carriage use four M3 x 6 flat-head screws. Note: The MGN carriage shown is an MGN-9H, not the shorter MGN-9C used in the V0.1 mod. Preparation I recommend using a file to lightly remove any printing artifacts on the mating face of the shroud. Use a small file to smooth out the break-off edges of the LED PCB and make sure the LED pockets are clear of 'droopy bits' All three fans will need the wire retention piece clipped so the wires fit into the shroud channels easier. Differential IR Probe Installation The IR Probe needs to be screwed into place with two M2.5x8 FHCS before installing any of the fans, except with the VolcoMosq or UHF hotends where the probe needs to be glued on with CA glue. The Y-offset for this probe is 4mm in front of the nozzle and the X-offset is 32mm. I strongly recommend removing the 3-pin header and soldering wires directly to the probe PCB. When installed the wires will route out from the back of the IR probe cover to then join with the hotend and fan wires. I have included a cover to allow a connector at the probe but the wire management will be less than ideal.. Assembly Instructions After pressing the status LED diffuser into place, install the right part-cooling fan first by feeding the wires through the small hole at the bottom. Then feed the wires for the status LED and hotend fan through before starting to push the LED carrier into position. Carefully push the status LED carrier as far as it will go and press the fan into position while making sure not to pinch the part-cooling fan wires. Then press the remaining LEDs into their slots. (I measure out 35mm of wire to connect these LEDs together) Here is another view also showing where the hotend fan wires fit. Insert the second part-cooling fan and splice the wires together with the first fan. Install the hotend with at least two M2.5x6 screws (M3x6 for the Revo Voron). The heater cartridge should be installed away from the LEDs to avoid overheating them. (** don't forget the PTFE tube) Pre-assemble the extruder pieces before installing into the shroud. Use two M3x8 BHCS to install the Orbiter 2.0 extruder. It helps to have both screws in the Orbiter before putting it in place. Start the screw by the latch and then the blind screw should be easier to align. Gather all of the wires together with a zip-tie next to the base of the Orbiter latch and then use another zip-tie to secure the wires to the motor-bridge. Leave a little slack in the extruder wires. Install the strain_relief or cable_chain_mount with two M3x6/8 screws and the cable_door with a M3x10/12 screw. Close the cable door with a M3x6 BHCS and screw in the extruder tensioning thumb screw. Use two M3x40 BHCS to secure the toolhead to the x-carriage in a V0.1/V0.2. For installation in a Trident or V2.4 use two M3x50 BHCS. Happy Printing!2 points -
Version 1.0.0
23 downloads
-------------English/Englisch------------- Hey everyone! I whipped up this wall mount for my Voron 2.4 because I was tired of all the vibrations while printing. Plus, it keeps the printer from sliding around at high speeds. So far, it’s been awesome! What It Does: Flexible Use: You can mount it in any orientation. No need to mirror anything in your slicer – just print it 2x or more, depending on how many mounts you need. Cable Pass-Through: A lot of folks hide cables in the aluminum profiles, but that gets tricky when you want to screw something onto them. So, I added a cable slot to this mount – just run the cable through there. (You might need to re-crimp it, though.) Maybe for Other Printers: I made it for the Voron 2.4, but it could work with other printers using 2020 aluminum extrusion, like the Trident. Give it a shot and see! Testing Phase: I’m currently testing it on my Voron 2.4, and it’s making a real difference. Less wobble, the printer stays put, and I think it’s even a bit quieter (since the vibrations go straight into the wall and get “swallowed” there). Print Tips: Filament: I printed mine in ASA (had some leftovers lying around). ABS or PETG should work fine too. PLA might do the job with a few extra wall loops. Layer Height: I went with 0.2 mm – works for me. Infill: I used 40%, but if your printer’s on the heavy side, maybe bump it up a bit. Supports: Shouldn’t need them, except maybe at the wall interface area. If so, just keep Supports on printbed only. The cable slot has some light bridging, but it’s no big deal – you can add support for better quality if you want, but it’s barely necessary. Assembly Tips: After printing, grab 4 rotating T-nuts and 4 M3x10 screws per mount and slide them into the profile. For my setup, I placed the mounts on the left and right at the back, about 25 cm from the top of the printer. Tighten them up properly (with the 4 bolts), then mark the drill holes on the wall (use a center punch or hole marker). Drill the holes into the wall and add anchors. (Depending on your wall type, you might be able to screw straight in.) Thanks to the mount’s shape, you can easily get to all the holes and screws If you want, use the cable slot to run a cable through (like for build chamber lighting, for example). -------------German/Deutsch------------- Hi zusammen! Ich hab diese Wandhalterung für meinen Voron 2.4 gebastelt, weil ich die Schwingungen beim Drucken loswerden wollte. Außerdem hält sie den Drucker fest, damit er bei hohen Geschwindigkeiten nicht verrutscht. Bis jetzt echt top! Was sie kann: Flexibel einsetzbar: Du kannst die Halterung in jeder Orientierung verwenden. Es muss beim Druck also nichts gespiegelt werden. Einfach 2x oder öfter drucken, je nachdem wie viele Halter du benötigst. Kabeldurchlass: Viele Nutzer verstecken Kabel in den Aluminiumprofilen. Das Problem ist dann, dass die Kabel im Weg sind, wenn etwas an die Profile angeschraubt werden soll. Ich habe daher einen Kabeldurchlass mit in die Halterung eingefügt, damit man das Kabel dort einfach durchführen kann. (Möglicherweise muss man es jedoch neu Krimpen. Vielleicht auch für andere: Ich hab die Halterung primär für den Voron 2.4 erstellt, aber sie sollte theoretisch auch bei anderen Druckern mit 2020er Aluminiumprofilen funktionieren, z. B. dem Trident. Einfach mal ausprobieren! Testphase: Ich teste sie gerade an meinem Voron 2.4, und sie macht echt einen Unterschied. Weniger Wackeln, Drucker bleibt stabil und meines Erachtens sogar etwas leiser (da die Schwingungen direkt in die Wand übertragen werden und dort “geschluckt” werden. Druck-Tipps: Filament: ich habe sie in ASA gedruckt (hatte noch ausreichend “Rest” da. ABS oder PETG sollten auch Funktionieren. PLA möglicherweise mit ein paar mehr Wandschleifen auch. Schichthöhe: 0,2 mm hab ich genommen Füllung: Ich habe 40% verwendet, aber bei schwereren Druckern vielleicht mehr reinpacken. Stützen: Sollten nicht notwendig sein (bis auf den Bereich des Wandinterfaces. Wenn, dann nur auf dem Druckbett. Der Kabelschlitz hat so kleines Bridging, dass es nicht notwendig ist. Für Bessere Qualität kann man es natürlich mit Support drucken, aber es sollte wie gesagt nur wenig support notwendig sein. Montage-Tipps: Nach dem Druck dann einfach je Halter 4 rotierende Nutensteine (T-nuts) und 4 M3x10 Schrauben verwenden und in das Profil einführen. In meinem Fall habe ich die Halter links und rechts an der Rückseite positioniert, ca 25cm von der Oberkante des Druckers. Hier die Halter dann richtig Festschrauben (mit den 4 Bolzen) und die Bohrlöcher an die Wand übertragen (Körner oder Bohrloch-Marker) Die Löcher dann in die Wand Bohren und mit Dübeln versehen. (Je nachdem was für eine Wand ihr habt, könnt Ihr jedoch direkt reinschrauben) Durch die Form des Halters kommt man an alle Löcher / Schrauben bequem heran Wer will kann dann auch die Kabelführung verwenden um dort ein Kabel (zum Beispiel für die Beleuchtung des Bauraumes) hindurch zu führen.2 points -
Version 1.0.0
892 downloads
I've made a mount for the Beacon3D probe for a CW2 Switchwire I used the normal version beacon probe Mount has been tested and works great, here is a youtube short of it in action *** I've added a second mount as that moved the probe 2mm further away I wasn't happy with the original mount because as soon as the carriage got a bit melted the probe would start touching the heat block. I also believe because the probe is so close to the heater it causes the mount the deform.2 points -
Version 2022.03.31
16,033 downloads
Orbiter 2 Clockwork Module (beta) This Clockwork module allows the use of the Orbiter v2 Extruder in the Voron Afterburner. THIS IS A PRE-RELEASE - DO NOT DOWNLOAD UNLESS YOU ARE WILLING TO DEAL WITH POSSIBLE ISSUE OR TO GIVE FEEDBACK! The rear screws that hold the chain anchor on are m3x8, two of them. They use the Voron heat set inserts, m3 I was working with DoubleT on the PCB holder. Trying to build a universal tool version so we could use different holders.2 points -
Version 1.0.0
39 downloads
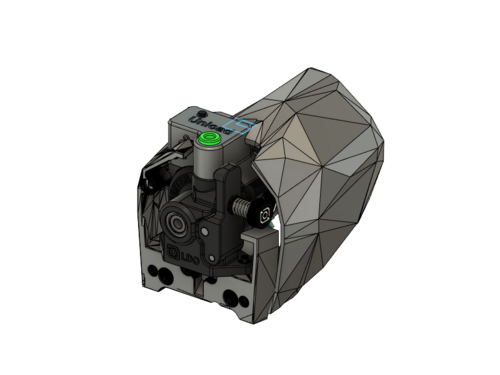
A new version of my previous custom printhead -15% lighter.2 points -
Version 1.0.0
11,229 downloads
Hex mesh skirts for Voron 2.4, with matching fan grills and Z motor covers. The skirts are obviously remixed versions of the default Voron designs. The fan grill and motor covers are my own creations. The center, side, fan supports have been modified so that they fit onto the printer backwards. You will need to install one additional heat set insert into the front of the fan (4 total in the front), and add 3 to the back. Three m3x8 screws hold the fan into the support from the backside, and four m3x8 screws hold the fan grill onto the front. Included is a model file for a 6020 fan blank. This blank will allow you to mount the grills on the side opposite that which has the fans, while maintaining the same appearance as the side with the fans. For multi-color prints, just swap out your filament at the layer above the hex mesh. I have included .stp files, to make it easier for anyone who would like to remix.2 points -
Version 1.0.0
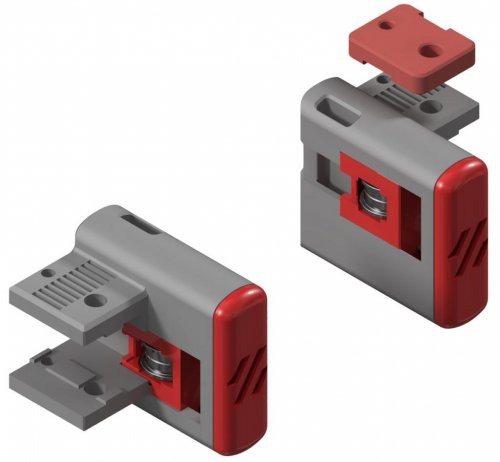
344 downloads
I really liked these panel locks, they look very pretty and have less moving parts than panel clips. My Formbot kit came with unusual acrylic panel thickness of 2.5, so adding a sealing foam of 3mm, my total depth should be 5.5. I've also increased the horizontal tolerance between knobs and main body. I've also uploaded the .step and .f3d files, so you can modify those for your thickness through changing parameters.2 points -
Version 1.0.0
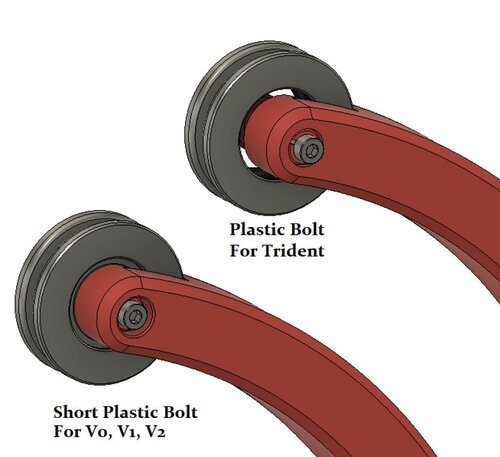
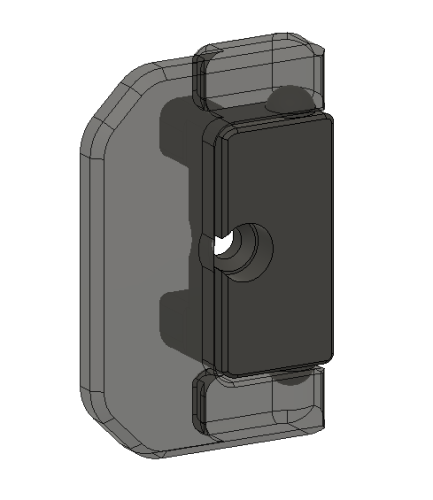
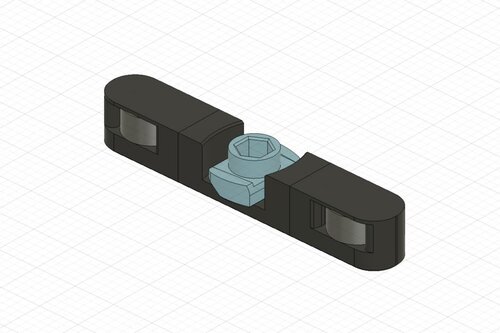
215 downloads
By simply removing the print in place hinge pin and replacing it with two spherical couplers at each end, the hinge becomes much more versatile. 1mm of extra clearance is added to ensure doors are that bit easier to position. The hinges can be clipped in and out of place to remove the doors as needed.2 points -
Version 2022.08.16
1,782 downloads
Magnetic Panels with Magnet Inserts There are various panel latches and magnetic clips that offer quick panel removal for swapping between enclosed- and open-chamber printing, but I wanted to fix a few of the pain points that I ran into with some of the existing mods. Does not require a lot of filament. The corner and mid-panel clips were modeled after the stock Trident panel clips and are similarly hollowed, saving filament and print time. Uses a thin strip of VHB to adhere to the panels. This should provide (1) solid adhesion without the need for drilling or extra fasteners, (2) some amount of squish for the magnets to pull against, and (3) the ability to adjust or remove them in the future. The frame magnet inserts are designed to (1) require only printed parts and no additional fasteners aside from the 6x3 magnets, (2) sit inside the frame slot flush against the aluminum frame face, (3) be easily adjustable, and (4) retain the magnets without glue and allow removal for correcting polarity or salvaging. Discord@PF VT.520 came up with the idea of using a hammerhead-style rotating nut to tighten and press against the magnet insert, holding it in place. There are two included versions of the inserts. Magnet-Insert.stl is the original design but may be slightly more difficult to print due to the bridging involved. Magnet-Insert-Side.stl is redesigned for easier printing; namely, reoriented on its side, uses 45° chamfers rather than fillets, and does not require bridging. The panel's ability to sit right up to the face of the frame allows the panels to pop on and off without any interference. The only required parts are a small amount of VHB tape and a lot of magnets (48 6x3mm magnets for each panel). Magnet inserts hold two 6x3 magnets and is held in the aluminum extrusion with an unhammer The corner and mid-panel clips hold matching 6x3 magnets Installation jig makes it easy to set the proper spacing for corner inserts2 points -
Version 1.0.2
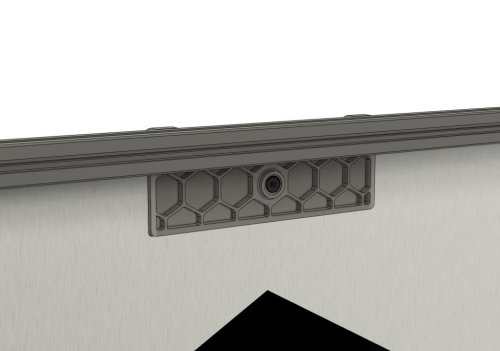
124 downloads
Camera Mount | Pi Camera with night-vision2 points -
Version 2021.09.07
6,954 downloads
Longtime Testing Phase! Update (02.09.21): STL's available for testing! Please print and report issues! Update (03.09.21): Added2 points -
Version 2021.12.07
4,681 downloads
Printable quick release latch for panels on 2020 extrusion This is originally inspired by a youtube video - https://www.youtube.com/watch?v=6p7M18oPn3k Another user is creating cad and variants - https://github.com/v6cl/My-Voron2.4-Customs/tree/main/Panel_Locker So why did you do it? I wanted a variant with filament hinges I found it didn't put quite enough pressure on the panel and my attempts to moodify the cad failed Decided the best way to understand it was to design it Wanted adjustable2 points -
Version 1.1.0
785 downloads
I designed this roller spool holder for the Switchwire after modifying and existing 2.4 roller spool holder to make it easier to print. Roller (1 req'd) should be printed vertically. I chose gyroid infill as it doesn't cross over infill lines that've already been printed like cubic that can potentially knock the part off the print bed. Use standard Voron print specifications. Pegs (2 req'd) for the ends should be printed vertically. I increased the perimeters to 6 so that I didn't need infill and also added a brim to further stabilize the parts during printing. The Roller Holder (1 req'd) should be printed with the flat side down. You will need, at a minimum, supports for the hook and stub that mount into the Spool Holder Bracket. I used the default supports in SuperSlicer. Bearings: Bearings are 8mm ID x 22mm OD x 7mm wide sealed ball bearings. Two required. Spool Holder Bracket: This is the standard Voron Design spool holder bracket for the Switchwire. Print per Voron specifications.2 points -
Version 1.0.1
3,195 downloads
I really like this spool holder and had to make a Voron 2.4 adapter for it. I didn't want it to interfere with the glass panels, so it's been designed to avoid touching them at all. BOM: Roller Holder Mount x1 Roller Holder x1 Roller x1 Skateboard Bearing x2 (can be substituted with plastic bearings provided as stl files) 3x12mm SHCS x1 3mm T-nut This has been a welcome addition to my printer. Print Settings: Supports: Yes Resolution: 0.2mm Infill: 40-50% Wall Thickness: 1.6mm Here is a link to the original version of this spool holder: https://www.thingiverse.com/thing:3020026 Update: 5/4/2022 Depending on where you mount the spool holder and how you are routing your filament, you may need an extended bowden tube guide. After some questions around this, I have included the STL file for the an extended version of the stock Voron 2.4 bowden tube guide incase you run into this issue.2 points -
Version 1.0.1
467 downloads
Stealth Burner X-carriage Euclid probe 2.4/Trident / MGN 12 left Right mounting the EUCLID probe with self taping m3x8mm screws this X-carriage is remixed from https://github.com/VoronDesign/Voron-Afterburner/tree/sb-beta/STLs/X_Carriage I hope this helps2 points -
Version 2022.04.21
2,667 downloads
This is a simple mount for attaching wago 221-41x to extrusion: by power inlet and under bed, or to Din Rails, for smaller builds. BOM - 2x M5-10mm bolts This is a simple angled mount for wago 221-41x blocks in sets of 3 that mount to a din rail using the Trident power supply din rail clip. Original design by Socal3D on voron discord, I just cleaned up the design and added the mount. BOM - 2x M3-8mm bolts, Wago 221-41x2 points -
Version 1.0.2
1,689 downloads
Printhead | Amended Voron Tap + Rapid + Orbiter 2.0 + EBB36 Using 2x: 4010 radial fan + 3010 fan.1 point -
Version 1.0.0
2,173 downloads
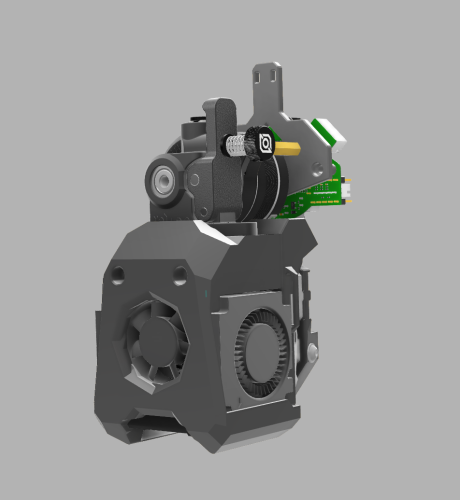
Hi All Here is my take on the Orbiter v2 and Filament sensor and mount for BTT EBB36. Could not have done this without the already existing excellent work form spacelab_2021.1 point -
Version 1.0.0
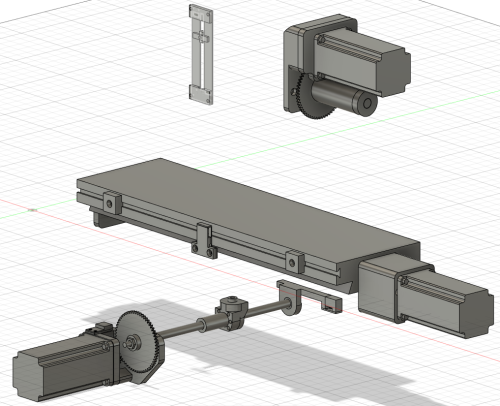
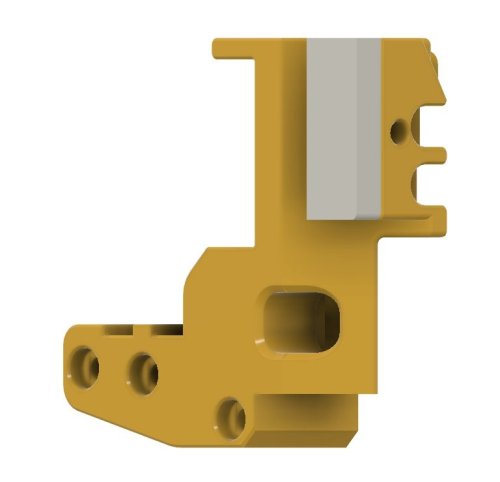
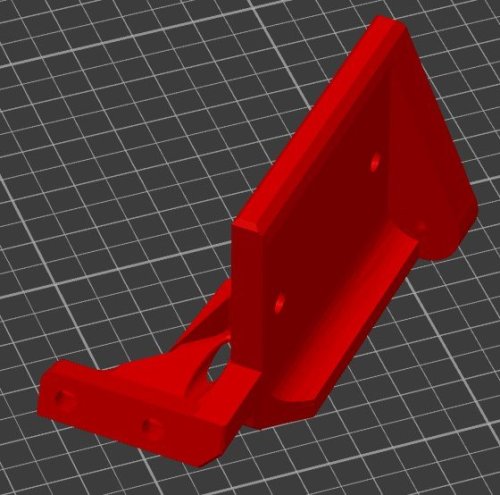
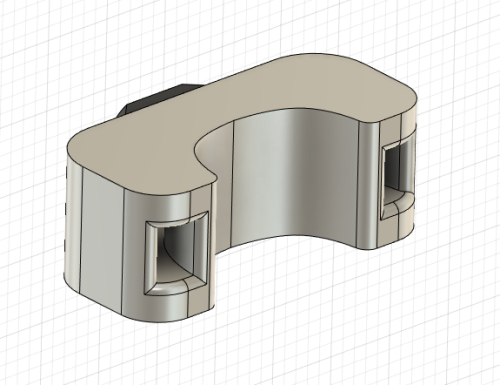
12 downloads
Description I have always wanted to play with a CNC mill, and I finally got around to converting my manual mill in the garage. It's been fun using the skills I've learned from building my voron 2.4 and my quad copters over the last couple of years, and challenge myself to design and build my own project. With what is provided in these files, I've been able to get my precision down to around .001 inches. If I continue to tweak this design, I believe I can tighten this up just a bit more, but this is fine for my current home shop. The current setup with CNCjs running on the raspberry PI isn't my favorite, and I've looking into switching over to another headless web app called gSender at some point in the future. For now, I find myself bypassing the raspberry PI altogether and running Universal Gcode Sender from laptop to execute the gcode on the controller. I've also been using Fusion 360 to generate the milling gcode. I'm still honing my skills here, but it's has not been terrible to learn. I've only attached the Fusion 360 design files for the conversion. Fusion 360 is free for personal use, so you can easily install the software, isolate the part you would like to make an STL for, and export it from the Fusion 360 software. I have placed an asterisk (*) in front of each of the part names to indicate the part needs to be printed. Parts with no asterisk are either hardware that need to be purchased, or original parts of the mill. This build was done specifically for the Harbor Freight version of this mill, but there are several almost identical clones it can likely be used on: Harbor Freight Round column 2hp mill drill Ru Fong RF-31 Grizzly G0705 Jet JMD-18 Enco 105-1110 BOM I have only provided links for items I purchased for this project. I have not provided links for items I already had on-hand): General Filament for printed Parts (ASA): https://www.amazon.com/dp/B09DKR3BTG?psc=1&ref=ppx_yo2ov_dt_b_product_details Zip ties Electronics Aviation Connector Kit (8 pin): https://www.amazon.com/dp/B07D7TZJB6?psc=1&ref=ppx_yo2ov_dt_b_product_details Aviation Connector Kit (4 pin): https://www.amazon.com/dp/B07D7SHKGK?psc=1&ref=ppx_yo2ov_dt_b_product_details Mega-2560 Terminal Block Cap: https://www.amazon.com/dp/B08LH8SVBB?psc=1&ref=ppx_yo2ov_dt_b_product_details Nema Enclosure (20"x16"x8") https://www.amazon.com/dp/B0924BN1P5?psc=1&ref=ppx_yo2ov_dt_b_product_details AC Plug: https://www.amazon.com/dp/B07DCXKNXQ?psc=1&ref=ppx_yo2ov_dt_b_product_details 110v AC -> 12v DC power supply: https://www.amazon.com/dp/B078RY6YY3?psc=1&ref=ppx_yo2ov_dt_b_product_details 12v DC -> 5v DV power supply: https://www.amazon.com/dp/B0BNQ9XXCZ?psc=1&ref=ppx_yo2ov_dt_b_product_details Enclose Fans: https://www.amazon.com/dp/B08BLTW8RX?psc=1&ref=ppx_yo2ov_dt_b_product_details Fan Covers: https://www.amazon.com/dp/B097BH493D?psc=1&ref=ppx_yo2ov_dt_b_product_details Raspberry Pi Fan: https://www.amazon.com/dp/B092YXQMX5?psc=1&ref=ppx_yo2ov_dt_b_product_details AC Rocker Switch: https://www.amazon.com/dp/B07S914SFB?psc=1&ref=ppx_yo2ov_dt_b_product_details Mega-2560: https://microcenter.com/product/621387/arduino-mega-2560-rev3-256kb-(8kb-after-bootloader)-flash-memory Raspberry PI 4 Model B: https://microcenter.com/product/637834/raspberry-pi-4-model-b-4gb-ddr4 Stepper Kit w/ Drivers: https://www.amazon.com/STEPPERONLINE-Stepper-1699-34oz-4-1-8-2A-24-80VDC/dp/B0C7QH7K1T?ref_=ast_sto_dp Stranded 22AWG stranded wire Heat shrink Soldering consumables If using end stops: 8 wire cable: https://www.amazon.com/dp/B09J7TCFYQ?psc=1&ref=ppx_yo2ov_dt_b_product_details MR30 male and female cable ends 3 Pin Micro Switches: https://www.amazon.com/URBESTAC-Momentary-Hinge-Roller-Switches/dp/B00MFRMFS6 Inline Aviation Connector (8pin): https://www.amazon.com/dp/B08CN5BFWD?psc=1&ref=ppx_yo2ov_dt_b_product_details DB15 (VGA) Connector: https://www.amazon.com/dp/B09J7TCFYQ?psc=1&ref=ppx_yo2ov_dt_b_product_details Mechanical Hex Head Screws (M6): https://www.amazon.com/dp/B0B5NW3T9B?ref=ppx_yo2ov_dt_b_product_details&th=1 Hex Head Screws (M8) Motor Coupler: https://www.amazon.com/dp/B0991B657G?psc=1&ref=ppx_yo2ov_dt_b_product_details vBearing (10x22x6): https://www.amazon.com/dp/B07FVX92MJ?psc=1&ref=ppx_yo2ov_dt_b_product_details Bearing (12x24x6): https://www.amazon.com/dp/B07FW3983N?psc=1&ref=ppx_yo2ov_dt_b_product_details Thin Nut (12x5): https://www.amazon.com/dp/B0BJ6ZRFMR?psc=1&ref=ppx_yo2ov_dt_b_product_details Thick Nut (12x10): https://www.amazon.com/dp/B09F5NRW8Y?ref=ppx_yo2ov_dt_b_product_details&th=1 Ball screw (DFU1605 RM1605 420mm): https://www.amazon.com/dp/B08NH59F2K?psc=1&ref=ppx_yo2ov_dt_b_product_details Ball screw (DFU1605 RM1605 800mm): https://www.amazon.com/dp/B08NH59F2K?ref=ppx_yo2ov_dt_b_product_details&th=1 Tools Used Battery powered drill Hole saws HSS drill taps (m3) 3D printer (Voron 2.4) wire strippers Phillips head screw drivers Soldering Iron Heat Gun Multi-meter Fusion 360 (CAD software) Build out I listed these steps in the order I built the project, but I'm sure this completed differently Enclosure drilled holes for fans, power connector, power switch, encoder wiring, and stepper wiring laid out the pattern for where I wanted my electrical equipment 3D printed mounts for the equipment drilled and tapped holes for mounting electronics installed the fans, aviation through hole connectors, power supplies, motor drivers, raspberry pi, mega-2560 installed grbl/mega onto the mega-2560 installed CNCjs on raspberry pi wired everything up tested motor movement Mill (I tackled each axis 1 at a time) Printed all parts for the axis installed the ball screw conversion (not application for the Z axis) the nuts were backwards from what I wanted so I printed a generic 1605 mandrel to flip the nut attached the gears/coupler motor mount cap installed the motor End stops These are still a work in progress, but I have successful attached the z axis stops Print Settings Resolution: .2 Infill: 60% Filament brand: Polymaker Filament color: Grey Filament material: ASA1 point -
Version 1.2.5
13,613 downloads
The Mini Stealth v2 toolhead is up on GitHub now. I will keep these files here as the new parts are not compatible with the v1.2.5 parts. I will support both versions in the comments here. I still need to create new assembly instructions but a lot of the steps are similar to what is described here. --------------------------------------------------------------------------- This toolhead scales down the body of the Stealthburner to a size which fits into a V0.1/V0.2. Fully assembled it weighs about 80 grams less than the original. It is designed around the Orbiter 1.5 extruder and has versions for the Phaetus Dragonfly, Dragon and Rapido HF hotends as well as versions for the Mosquito and the Revo Voron hotends. It incorporates a status LED as well as two for print visibility. There are now two hex pattern inlays based on the design by 3DP-MAMSIH and a tutorial on how to apply them to the shroud. The negative body feature of Prusa/Super Slicer can also be used to create a crop-top version of the shroud as described at the end of the tutorial. I have added new stretched versions that should fit the Rapido UHF, Dragon UHF and the VolcoMosq hotends. The Dragon UHF and Rapido UHF hotends can fit in the same shroud. The UHF hotends will reduce Z travel by 8.5mm and the VolcoMosq by 3mm. I cannot verify the fitment so if there are any issues please leave a comment. It uses a pair of 4010 blowers which I found to produce more airflow than a 5015 blower while being notably less noisy and drawing less current. The depth of these fans do limit Y travel by 3mm on a V0.1 while the door is closed and tophat is on. The width of the main body at its base is also a very tight fit at the extremes of X travel. I have raised my tophat by 20mm which gives the cabling and filament tube plenty of room to breathe. The shroud fits a 3010 hotend fan or a 3007 fan by using a clip-in adapter. I have also installed this on my Trident. The included files do not address cable management on a Trident or V2.4 but do provide mounting to the MGN12 carriage. The cable chain on a Trident or V2.4 would have to be moved back at least 5mm to clear the extruder stepper motor. There is a separate 'strain_relief' stl for use in the V0.1. There are also x-frame pieces that allow this Mini Stealth to be installed on a Switchwire. The nozzle is moved up by 3mm compared to the official Switchwire due to the stepper motor being so low on the Orbiter extruder but this also allows a BL-Touch to fit into the x-frame pieces. I have included a magnet mount and additional shroud .stl files to make this compatible with the ZeroClick mod. This toolhead also has versions that allow mounting a differential IR sensor. I have removed the mechanical Z endstop on my V0.1 and use the IR probe as an endstop and it has greatly simplified my homing sequence. There are additional x-frame pieces that allow mounting the Beacon3D probe, Euclid or Biqu MicroProbe for a V2.4, Trident or Switchwire. The included Blender file shows the entire assembly complete with screws and should answer most basic questions. Note on MGN-9 installation: The default 2mm x 10 plastic threading screw is too long for mounting the x-axis endstop. An M2 x 8 does the job fine. For mounting to the linear carriage use four M3 x 6 flat-head screws. Note: The MGN carriage shown is an MGN-9H, not the shorter MGN-9C used in the V0.1 mod. Preparation I recommend using a file to lightly remove any printing artifacts on the mating face of the shroud. Use a small file to smooth out the break-off edges of the LED PCB and make sure the LED pockets are clear of 'droopy bits' All three fans will need the wire retention piece clipped so the wires fit into the shroud channels easier. Differential IR Probe Installation The IR Probe needs to be screwed into place with two M2.5x8 FHCS before installing any of the fans, except with the VolcoMosq or UHF hotends where the probe needs to be glued on with CA glue. The Y-offset for this probe is 4mm in front of the nozzle and the X-offset is 32mm. I strongly recommend removing the 3-pin header and soldering wires directly to the probe PCB. When installed the wires will route out from the back of the IR probe cover to then join with the hotend and fan wires. I have included a cover to allow a connector at the probe but the wire management will be less than ideal.. Assembly Instructions After pressing the status LED diffuser into place, install the right part-cooling fan first by feeding the wires through the small hole at the bottom. Then feed the wires for the status LED and hotend fan through before starting to push the LED carrier into position. Carefully push the status LED carrier as far as it will go and press the fan into position while making sure not to pinch the part-cooling fan wires. Then press the remaining LEDs into their slots. (I measure out 35mm of wire to connect these LEDs together) Here is another view also showing where the hotend fan wires fit. Insert the second part-cooling fan and splice the wires together with the first fan. Install the hotend with at least two M2.5x6 screws (M3x6 for the Revo Voron). The heater cartridge should be installed away from the LEDs to avoid overheating them. ( ** don't forget the PTFE tube ) Gather the wires together and secure them with the first zip-tie. (it helps to insert a snipped zip-tie through the the hole and yank it through with pliers to remove printing artifacts from inside of the channels) Loop the wire bundle back around and add in the LED and hotend fan wires. Use two more zip-ties to secure everything in place. ENSURE to leave room for the extruder by lifting the loop of wires up and out of the way as shown. More space is much better than not enough. (Don't forget the PTFE tube) Pre-assemble the extruder pieces before installing into the shroud. Use two M3x8 BHCS to install the Orbiter 1.5 extruder. It helps to have both screws in the Orbiter before putting it in place. Start the screw by the latch and then the blind screw should be easier to align. Gather all of the wires together and then use a zip-tie to secure them to the motor-bridge. Leave a little slack in the extruder wires. Install the strain_relief with two M3x6/8 screws and the cable_door with a M3x10/12 screw. Close the cable door with a M3x6 screw and screw in the extruder tensioning thumb screw. Use two M3x40 BHCS to secure the toolhead to the x-carriage in a V0.1/V0.2. For installation in a Trident or V2.4 use two M3x50 BHCS. Happy Printing!1 point -
Version 1.0.0
46 downloads
This is a alternativ DragonBurner mount for Switchwire. This version uses heatset inserts instead of hexnuts.1 point -
Version 1.0.0
36 downloads
I designed this part to be printed in TPU. You could potentially use a rigid material if you didn't have a termination on your CAN cable and could thread it first. There are holes for the zip tie slots, but I didn't find them necessary to use. Hope it helps someone else!1 point -
Version 1.0.0
12 downloads
This will allow you to mount the Triangle Labs filament sensor either facing front or to the rear of the mounting point on the side exhaust housing.1 point -
Version 1.0.0
97 downloads
Trying to finish my Trident build, and can't get 1.8mm zipties for a reasonable price. I have a bunch of 2.5mm on hand, so I modified the original cable anchor to accept the larger zipties and also increased the saddle size a bit.1 point -
Version 2021.08.22
342 downloads
LoudOwl aka Stabby This is alternative part cooling fan solution which uses dual 5015 fan setup for Afterburner Toolhead. Replaces original parts that house 4020 fan or any other similar type of mod. This mod is more of situational add on for PLA or similar type filaments which might require a lot of cooling (or printing at super high speeds). It is not constant solution as it increases gantry weight. Hardware 2x 5015 24v fans 1x M3x20 SCHS (DIN912) Printing There are two sets of STLs. One with inbuild supports and one without (for those who trust their slicers autosupports). Tested with recommended settings for Voron parts: 4 perimeters, 5 tops/bottoms, 40% infill. Though it is possible to use less plastic to reduce weight of plastic parts: 3 perimeters, 3 tops bottoms, 15-25% infill. Both versions of STL were tested by printing and assembling !!! Assembly First print out1 point -
Version 2022.04.23
428 downloads
Z Locks When installing the gantry into the frame, use Z Locks as helping hands to hold the gantry in place for later build steps. They hold the gantry in place even when flipping the printer and can take pressure on the gantry up or down. There are three lengths, 100mm, 150mm and 200mm. The 150 length seems to be ideal during a 350 build, gives some room to still fit drivers above and below the gantry. Gantry Install Follow the typical steps in the build manual up to the Gantry Install section. Use the Z Locks instead of the long zip ties. Place the printer on its back Position the gantry inside the frame Twist in the Z Locks, connecting the gantry to the top of the frame Use pliers to twist in, they're tight to prevent slipping when flipping the printer They do have a twist direction, note the position of the rounded corners Use five or six Z Locks The cable chain bridge will prevent movement along the Y axis if it hits a Z Lock. Something to consider while positioning a Z Lock on the right side of the gantry. Important - Do not forget to remove all Z Locks before printing! Bonus Steps After installing the Z Locks, do not stand up the printer yet. If the build manual was followed, the gantry has the Z belts attached. While the printer is still on its back, fish the Z belts through the Z drives. This is much easier with the printer on its back. Enjoy!1 point -
Version 2022.02.05
561 downloads
Top Corner Cable Hide/Cover (LED Wires) Designed to hide cables that are running around the top corners of 2.4 extrusions behind the z idlers. They are large enough to fit 3 pin microfit connectors. There maybe some small loss in z. Don't forget to check your clearances after installing. Pro tip: It may take some fiddling to get the wires to fit. You will know they are in place when it sits flush to the extrusions without wobbling. Also disable 'Thin Walls/Detect Thin walls' so the mounting ears print cleanly. Printing Default voron settings No supports needed BOM Size Qty M3x8 8 M3 T-Nut 81 point -
Version 2021.10.07
74 downloads
Afterburner MGN12 Carriage with Integrated Euclid Probe Euclid Probe by nionio6915 (Github), https://www.euclidprobe.com/ This is a modified version of the MGN12 carriage for a Voron Trident or modded Voron 2.4 with a cutout for mounting the upper Euclid PCB. Other than requiring a Euclid Probe, the only additional parts needed for the MGN12 carriage are two M3 heatset inserts for mounting the upper PCB. When installed, the Euclid's magnets should barely protrude from the bottom of the carriage. The JST connector should be easily accessible from above Probe Dock The Euclid Probe project has Voron docks available on euclidprobe.com, under1 point -
Version 2021.09.01
74 downloads
AB Motor Plug (Jst-XH) Credits: Myself xD Printing: Default voron settings, correct orientation Supports are needed (Check Pictures below) Bom: M3x8 M3 T-Nut JST-XH 4-Pin Description: LDO motor steppers comes with that prewired steppers (which doesn't have a plug), so this is exactly for making a1 point -
Version 2021.08.24
122 downloads
Swiveling case for the Fysetc Mini12864 LCD Overview This is a Fysetc Mini12864 LCD case for the Voron 2.4, inspired by Schlank's Minima case. The design integrates the aesthetics of the Minima, while it preserves the ability to swivel from underneath the frame extrusion. BOM 1x Fysetc Mini12864 Display 4x M3x8 SHCS. 4x M3x12 SHCS. 6x M3 Heat set inserts (M3x5x4). 2x M3 T-nut HNTAJ5-3. Super-glue or similar. Printing instructions The parts are easy to print, designed around 0.4mm line width, 0.2mm layer height and no need for supports. Print the base and rear cover in your main color and the display cover and hinge in your accent color. The design is compatible with the Voron 2.4 skirts. Pro tip: use variable/adaptive layer height to print the rounding edges of the base with a lower layer height. Assembly instructions Pre-assembly, please note that the Fysetc Mini12864 Display has reversed EXP1/EXP2 connectors. If you use this display in combination with a SKR controller board, please reverse these connectors by carefully pulling the connector housing from the display board and re-install them over the bare pins, turned 180 degrees. Test fit the LCD display with the base, display cover, hinge and rear cover. Glue the display cover to the base with super-glue or similar. Press all 6 heat set inserts in the base with a soldering iron. Mount the hinge to the base with 2x M3x8 SHCS bolts. Control the swiveling tension with these bolts. Bolt the Mini12864 display board and the rear cover to the base with 4x M3x12 SHCS bolts. Press the potentiometer knob in place. Install case to the extrusion with the remaining 2x M3x8 SHCS bolts and 2x M3 T-nut HNTAJ5-3. Klipper configuration The example below is provided for SKR1.3 boards with the display cables connected to the Z MCU. [display] lcd_type: uc1701 cs_pin: z:P1.18 a0_pin: z:P1.19 encoder_pins: ^z:P3.25,^z:P3.26 click_pin: ^!z:P0.28 contrast: 63 Following section should be added to control the LCD backlight: [neopixel my_neopixel] pin: z:P1.21 chain_count: 3 initial_RED: 0.0 initial_GREEN: 0.0 initial_BLUE: 1.0 color_order_GRB: False It is possible to include code in your print macros to change the color of the LCD backlight for different printing stages (pre-heat / printing / finish / etc.) Please refer to klipper documentation for further info. Early contributors / testers Daniel H. StvPtrsn Navy_Chief Knuckl3dragg3r Questions Hit me up in Voron's Discord if you have any questions.1 point -
Version 1.0.0
135 downloads
Corner panel clip with an internal cable path, so you can route the cables around the panel and corner. I use them to mount 6mm floatglas as top panel with 3mm foam tape corner_panel_clip_top_4mm.stl is 4mm and corner_panel_clip_bottom_3_5mm.stl is 3.5mm height, so at the end there is 7.5mm space for the panel and foamtape. Needs 2x M3x12 screews to mount per clip.1 point


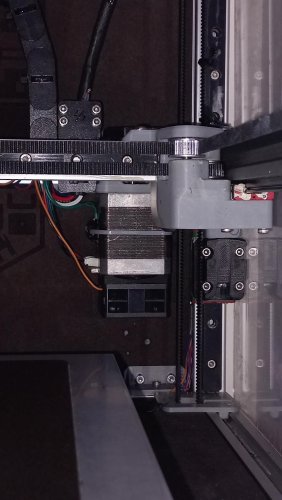

.thumb.png.ccacec25ec2c6981985cafe50328c3e3.png)