Search the Community
Showing results for tags 'badnoob'.
Found 4 results
-

Version 2021.09.22
2,585 downloads
AB-BN-30 This mod is my latest iteration on improving the afterburner hotend. The naming convention is not hard: AfterBurner BadNoob version 30 Disclaimer: It is your printer. If you do this and something breaks or if someone gets hurt, it is fully your responsibility. I take no responsibility. Special thanks I want to say Thank You to the Voron design team. I've really enjoyed learning from you. Thank you for sharing your files, criticism, advice, and support. Additional thanks to Yellowfish, Long, Greg3D and all the fearless people that took time to help me along the way. BOM This is replacement to the stock afterburner, the required screws are ones you will just reuse from your existing afterburner. The main thing you will need to purchase is a 5015 blower fan. You will then have to mutilate the fan by cutting off the mounting ears. If this seems daunting to you, stop now. *Optional de-earing tool ("dearing tool") 1 M3x0.5 heat set insert 1 M3x0.5x16 SHCS For the mod itself: 4x M3x0.5 heat set inserts The usual screws used in Afterburner 2.4 1 5015 blower fan (Sunon's 12volt MF50151VX-B00U-A99, SanAce B52, or Delta BFB0524HH 24v fan are recommended) Note that sunon specifically states to NOT PWM this fan. I have been doing so for months and 10's of kilograms of pushed plastic without issue, but its important to state here. for fan advice, look for a fan with a high static head (above .7 inches H2O) and a high max flow (5 CFM ) The SoundOriginal 24v fans from Amazon also appear to do well. The following fans have been tested but are not as good in this application. they may work OK for abs, but not PLA or high speed abs: Sunon MF50152V1 (the last digit here is "speed" and 1 is a much lower speed than the MF50151VX Winsinn Hondaly Mechatronics What does it do, and why should I do this mod? This version of the afterburner fan and duct is a drop in replacement to the spec 2.4 and 1.8 afterburners. It replaces the 4020 blower with a far more powerful 5015 blower. Compared to the spec 2.4 afterburner, v24 improves the following: * Better part cooling for both ABS and PLA filaments * Fewer jams caused by heat creep * Very resistant to melting ducts * Better left-right balance * Cleaner airflow for better overhangs CHANGE Log Added support for Zodiac BMO and BMS Removed support for Slice. Added step file for AB-BN-30 Added support for Phaetus BMS and Phaetus BMO hotend Release to VoronUsers In AB BN 28 and 29, we moved to a single piece front. This has a few advantages, but it appears there may be an issue causing hotend fan failures by stressing the 4010 fan at a weak point in its housing. The issue is fixed in AB-BN-30_fan_front.stl\ I also made some slight changes to focus the part cooling flow for the dragon toolhead only. I didn't see much difference from this, so I did not migrate these changes to Mosquito or E3DV6. I just did AB-BN-xx!...why should I move to the current version? If you are using AB-BN-28 or 29, I recommend you update the fan front piece. Performance wise, ab-bn-25 is nearly identical to -30, but there are some changes. Compared to the version (AB-BN-25): Better wire management Single piece front is stiffer 4010 moved slightly to make it easier to remove hotend without removing fans Better fit (fixed the spacer to 6.6 mm) Fixed the back of the mosquito hotend. Changes made since -25 by part: Fan_front- 100%redo from -25. improved printability, standardized walls at 1.2 mm or greater. visually redone to eliminate "intake duct" or "kenny" appearance. Incorporated 4010 fan into a single piece unit. lower half matched to the hotend-front profile. fixed issue in 28,29 with 4010 fan carrier. Fan_back- 100% redo from -25. changed tabs to fit with the front. Spring- reduced size to fit Spacer-reduced thickness to 6.6mm Hotend-E3Dv6-front, Hotend-Dragon-front, Hotend-Mos-front: Reduced and adjusted stator to flow better with relocated 4010 fan, thickened walls at important points. Hotend-E3D-Dragon-back- NO CHANGES FROM -25 Hotend-Mos-back- adjusted to line up with Mos-front better. Print Settings: I use the standard Voron print settings, but with 30% infill. I have gone as low as 0% on the hotend_front, these parts don't get a lot of stress. I also use Hilbert curve for top and bottom patterns. ABS is recommended, but these have been printed in ABS+ and PETG as well: 0.4 mm Nozzle 0.2 mm layer height 30% infill no supports 4 vertical shells 5 solid layers top and bottom What files need to be printed? Everyone will need: AB-BN-30_fan_front.stl AB-BN-30_fan_back.stl AB-BN-28_spring.stl AB-BN-28_spacer.stl Depending on your hotend you will need: Phaetus BMS: AB-BN-30_Hotend-Phaetus_BMS-front.stl AB-BN-30_Hotend-Phaetus_BMS-back.stl Phaetus BMO: AB-BN-30_Hotend-Phaetus_BMO-front.stl AB-BN-30_Hotend-Phaetus_BMO-back.stl Zodiac BMS: AB-BN-30_Hotend-Zodiac_BMS-front.stl AB-BN-30_Hotend-Zodiac_BMS-back.stl Zodiac BMO: AB-BN-30_Hotend-Zodiac_BMO-front.stl AB-BN-30_Hotend-Zodiac_BMO-back.stl E3DV6: AB-BN-28_Hotend-E3Dv6-front.stl AB-BN-28_Hotend-E3Dv6-back.stl Dragon (high flow and regular): AB-BN-30_Hotend-Dragon-front.stl AB-BN-28_Hotend-Dragon-back.stl Mosquito (high flow and regular): ANNOUNCEMENT I no longer support the hotends from Slice Engineering. I find their business practices to be inconsistent with my philosophy. It makes no sense for me to put time and effort into designing a toolhead so that they can get a better price for their overreaching patent claims. My designs are all open source. Slice is free to take them and adapt them their own damn selves, but I'm not lifting another finger to help them. Assembly: This is the fan after modification Step 1: Cut the ears off the 5015 fan. In order to fit, you must cut the ears (mounting tabs) off the 5015 fan, and take off the top cover. The ears can be cut with diagonal clippers, hacksaw, bread knife, belt sander...whatever you have at hand. Just make it look like the image above. If you cut too much it's probably fine, as long as you don't damage the turbine. I have included stls for an optional de-earing tool (5015-deearing-tool and 5015-deearing-tool-b). The tool is meant as a handle and guide to saw off the ears. The tool fits around the ear and its edge can be used as a saw guide to cut the mounting ear off. Step 2: Fan test fit. The fan fits into AB-BN-30_fan_front. We have learned that different "5015" fans have very different shapes. AB-BN is designed to allow for adjustment for your fan. Here's how: Test fit the fan in AB-BN-30_fan_front. Looking at it from the front, move the fan around to center the turbine blades. You may need to trim your fan housing a little more. Once the fan is centered, turn this over and note where you need to add shims between AB-BN-30_fan_front and the fan. To shim this I recommend vhb tape. Step 3: Spring THEN Fan Once you have your shims in the right spots, remove the fan and install the printed leaf spring (AB-BN-28_spring) into fan front. The little circle tab should be cut off, it's an integral print support only. Don't forget to remove the integral print support Insert fan into 5015 front and secure with fan spring. The spring bends back to hold the fan in place. Step 4: Insert the 4010 fan in the AB-BN-30_fan_front. This is a tight fit by design. Step 5: Carefully route the wires, they will exit the 5015 back. tip: use a dab of hotglue on the fan housing to secure the wires to the fan housing fans wiring Step 6: Insert the tabs from the AB-BN-30_fan_back into the front and take the wires out through the cutout. mounting the fan spacer between extruder and fan assy Step 7: Assemble with the spacer as shown and secure to the extruder body. excess wire may be stored in the spacer Assemble the hotend as usual. ENJOY! Please drop me a DM if you find this mod useful or you have an idea to change. -
Version 2021.11.11
385 downloads
AB-BN for Stock This is a revised Stock toolhead for the Dragon or Rapido hotend. It takes the technology from AB-BN and ports it for use with the stock Afterburner Assembly. This allows you to use the stock Afterburner 4020 based part cooler and reduces the potential for jamming. The only real use case I know of for this is for someone who does not have a 5015 fan. Why? The stock Afterburner was designed for a full size E3D V6 hotend. The Dragon uses a much smaller heatsink. The result of this is that the bulk of the airflow bypasses the heatsink on the Dragon. In addition, the stock toolhead blows a lot of air onto the bed. Finally, the stock ducts tend to melt and warp over time. I also added support for Phaetus' Rapido toolhead. How does this fix anything? AB-BN was developed over the course of 2020 and 2021 to solve several issues with the stock afterburner airflow. Dozens of prototypes were modeled, simulated, printed, and tested. In the end I found that cooling was improved if we: Use a cone to help streamline air exiting the fan. Use a stator to increase static pressure. Reduce the duct to force air past the heatsink This reduces the overall airflow and increases the airflow that matters to the toolhead. I also included the bleed air channels that help reduce part duct melting. Should I use this or the FULL AB-BN? This solution is aimed at someone who wants to keep using most of the stock Afterburner, but needs a little less hotend jamming. I recommend you use the full AB-BN if you can. What toolheads are supported? I have support for Phaetus' Dragon and Rapido toolheads. For Dragon, you do not need a new back piece, the stock dragon back is fine. For Rapido you will need both front and back pieces. -
Version 1.0.0
16 downloads
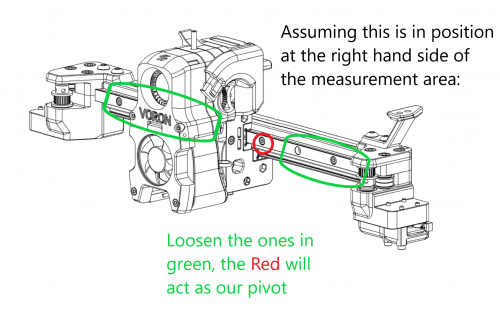
Overview In the initial Afterburner beta, I found that I had an inconsistent first layer height which I could not fix with bed_mesh or QGL. I suspected a twisted x extrusion. I found it is possible to very slightly misalign the x rails to produce an apparent extrusion twist, and I was able to fix it using simple tools and a few printed parts. The Dozuki article goes into a lot more detail, but here you will find the broad strokes and the tools I used. I take no responsibility for anything happening to you, your printer, or anything else should you follow what I did. The Issue This diagram shows what I think is going on. In the AB beta, you align and install the front rail, then align the bottom rail to it. If the front rail is slightly misaligned higher on the left/lower on the right (black arrows), it will pull up on the carriage (blue arrow pointing up) when moved to the left (green arrow). The bottom rail is constrained in that direction, so it moves forward(red arrow). It is the combination of the blue and red arrows which cause the apparent twist, tilting the carriage away from the build plane. Quad_Gantry_Level can and does correct for a single rail misalign (such as on a V2.2) but once there are 2 rails perpendicular to each other, they impart twist which QGL cannot fix. From my measurements I was approx. 0.07mm higher on left than on the right. Over the length of the rail, this can impart a twist of approx 0.4 degrees. At the nozzle I had a variance of .12mm in layer height over approx. 150mm Requirements metal ruler/light Dial indicator (1 inch travel, .001 resolution) Printed Dial Indicator adapter (this mod) Printed adjuster assembly (this mod) If you do not have a dial indicator it may be possible to test for this using a z-height/paper gauge test. in this case you won't need the dial indicator stl, just the adjuster stls Detection The Dozuki article has the detail here, but the general idea is to use either a dial indicator or paper test the nozzle height at different x locations. Since we are at QGL, and assuming the bed is flat, there should be little measured change. The Fix (Dangerous) Assemble the "adjuster" like so: DO NOT INSTALL YET DANGER! If you install this and then do a home, bad things will happen as the adjuster will hit the stepper long before the y switch activates. be very very careful when this is installed. -
Version 1.0.0
60 downloads
Overview This is actually 2 mods in one. The first mod increases resolution and torque of the AB drives. The second mod inverts and strenghtens the ab drive frames. you can do either mod independently, they do not rely on each other. If you are going to do them both, do them at the same time as they both require gantry disassembly. IMPORTANT NOTE for 2.4: This mod was designed to fit with the 2.2 sized extrusions. For a Voron 2.2 the back extrusion measures 40 mm shorter than the back extrusion in a Voron 2.4. You can do this mod on a 2.4, but you will have to either buy a new extrusion which is shorter or cut the one you have. I suggest buying a new one, so you can go back to the 2.4 drives at will. Drive reduction In the Voron 2.2, the A and B drives have a closed belt that drives the driveshaft which powers the xy gantry movement. In the spec 2.2, all 3 pulleys are 20T pulleys. This means the torque at the open belt is equal to the torque at the stepper motor, and the step size is (2mm pitch * 20 Teeth)/(200 steps * 16 microsteps)=0.0125 mm/microsteps In this mod we are replacing 2 of these pulleys with 16 tooth pulleys. We replace the one on the stepper and the one that drives the open belt. This gives us a step size of (2mm*16)/250 steps *16 micro)0.008 mm/step the 16:20:16 reduction gear increases the torque at normal print speeds. This affect tapers off at higher speeds because our stepper is running at a higher RPM compared to the spec drive. Frame strengthening and inverting. I took this opportunity to also strengthen the ab drive frames which had begin to crack at the extrusions on my 2.2. I also inverted the drives to put the spinny bits in view. Disclaimer: It is your printer. If you do this and something breaks, it is fully your responsibility. I take no responsibility. Materials needed Spec Voron 2.2 or 2.4 4 GT2 16T pulleys 6mm wide, 5mm bore 4 new printed frame parts (this mod) (for 2.4 only) a new extrusion 40 mm shorter than your back extrusion Procedure: Print the new frames at Voron print specifications (ABS, 40% 0.2 layer height) Remove the old AB drives and disassemble Assemble using the new frames and 16T gears as shown Modify ab stepsize in firmware Recommission printer Assembly It is important to get the 16 tooth gears and the 20 tooth gears in the right locations. The stepper and the gear that contacts the open belt on the driveshaft are 16 tooth. The gear connecting the closed 110 mm loop to the shaft is still a 20 tooth. Firmware (klipper) In your printer.cfg you must make this change: [stepper_x] ... step_distance: 0.008 ##for gear reduction drive ... [stepper_y] ... step_distance: 0.008 ##for gear reduction drive I cannot recall if you have to reverse the direction pins or not. in my current working config, they are reversed. [stepper_x] ... dir_pin: !P2.6 #this is for a skr 1.4 pro using 2209 drivers. your pin and dir may vary [stepper_y] ... dir_pin: !P0.20 #this is for a SKR 1.4 pro using 2209 drivers. your pin and dir may vary Recommission Treat this printer like it's just been built, because it's a new printer. It is very easy to accidentally pull a wire or drop a connection Go slowly. Verify the steppers with stepper_buzz. Carefully home the xy. if they move in the wrong direction, stop the printer. Check gantry alignment. Retension the belts. Enjoy!